















金属铸造已经有几千年的历史了。如果没有它,今天的世界将看起来非常不同。无论是汽车、飞机还是船舶–它们都离不开铸件。但是,即使是这样一个传统行业,也可以通过现代技术经历创新。在过去,铸件大多是由手工制作的,但现在该行业有各种创新技术可供利用。最新和最有前途的一项是:用于铸造厂的金属3D打印。
今天,铸造业的3D打印已经以令人印象深刻的方式证明了它是21世纪的关键技术,例如砂模和模型。在传统的金属型铸造中,模型和工具是用木块铣出来的,而3D打印机只需按下一个按钮就能生产。没有几何限制,不考虑切口,从批量大小来看,成本效益很高。铸造厂的3D打印工艺使得完全按照需要和–更重要的是–按照它们的意图生产东西成为可能。
混合增材制造工艺确保了铸造业的竞争优势
复杂性
通过消除对工具或模具制造的需求,增材制造工艺将部件制造时间缩短了75%。通过铸造厂的3D打印工艺,它们可以在一个紧凑的生产步骤中被生产出来。在短短几个小时内就可以生产出砂模和砂芯或熔模铸造模型。这意味着可以节省几周的时间。
成本效益高
复杂的几何形状和越来越多、越来越小的批量。在传统工艺由于成本密集的模具制造或转换时间而达到其经济极限的情况下,三维生产过程提供了基本的经济优势。完全以数字方式生产,无需工具,底切或拔模角度在计算中失去意义,可以以成本优化的方式进行生产。
杂交
voxeljet拥有世界上最大和最强大的3D打印系统,适用于大型部件或大批量的小部件。这使我们能够消除传统3D打印系统和工艺的现有限制。使用铸造厂标准的材料,如沙子和补充性粘合剂,通过与经典生产工艺的无缝整合,确保了最佳的铸造效果。
通过使用voxeljet的粘结剂喷射技术,我们可以为客户大大缩短模具和型芯的交付时间。此外,我们在铸造零件的尺寸和重量方面取得了新的最好成绩。
Oliver Johnson, CEOTEI
美国TEI公司依赖voxeljet混合制造技术
3D打印用于砂型铸造
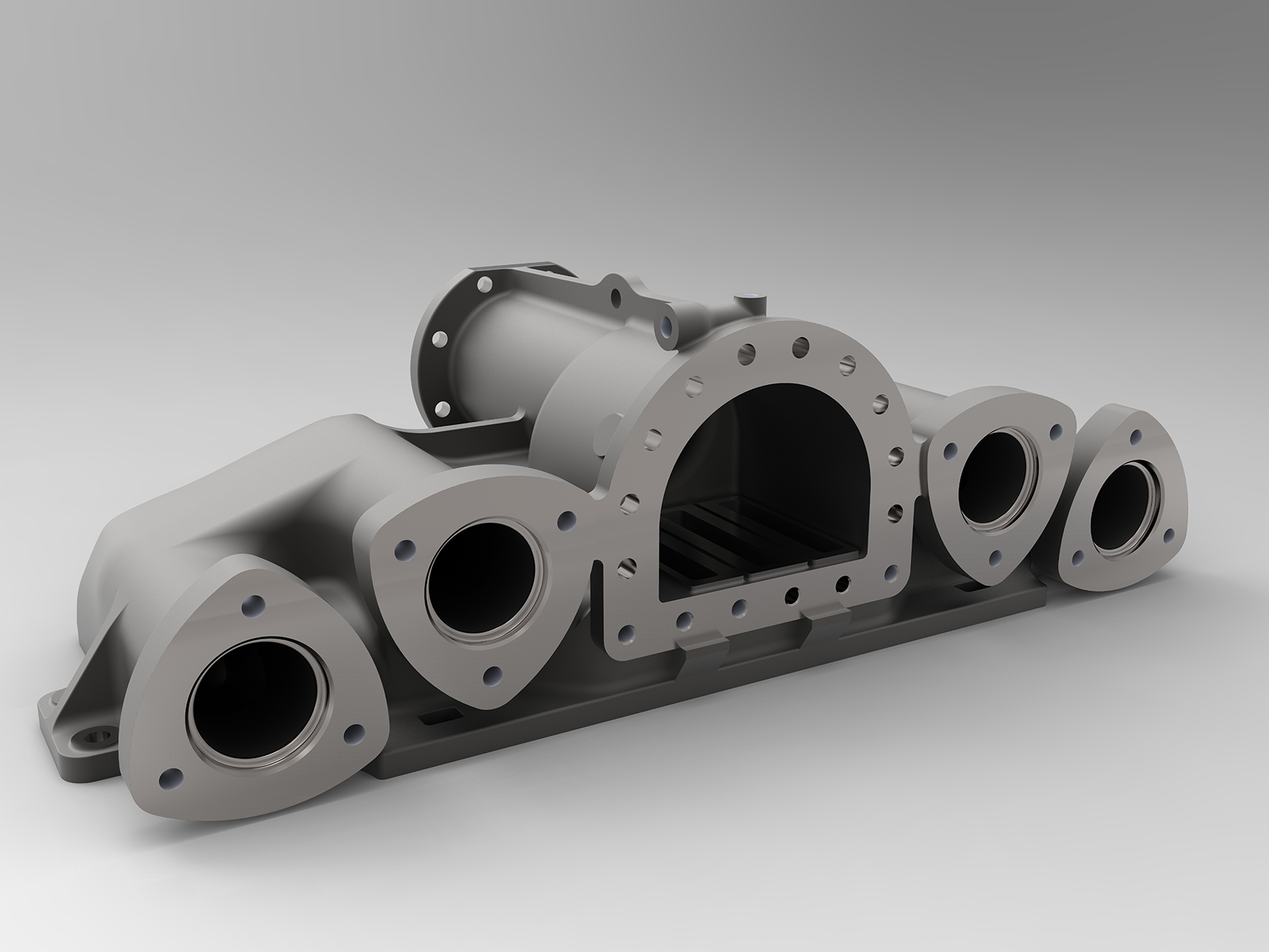
在许多类型的金属铸造中,砂型铸造是最古老的一种。在传统工艺中,所需部件或工具和模具的模型是用木块铣出来的,然后在沙子中铸造。型腔使用型芯,热浆通过浇口系统和送料器灌入模具。冷却后,可得到最后的成分。这种模式和工具的生产可能需要几个星期,是铸件生产中成本最高的因素之一。
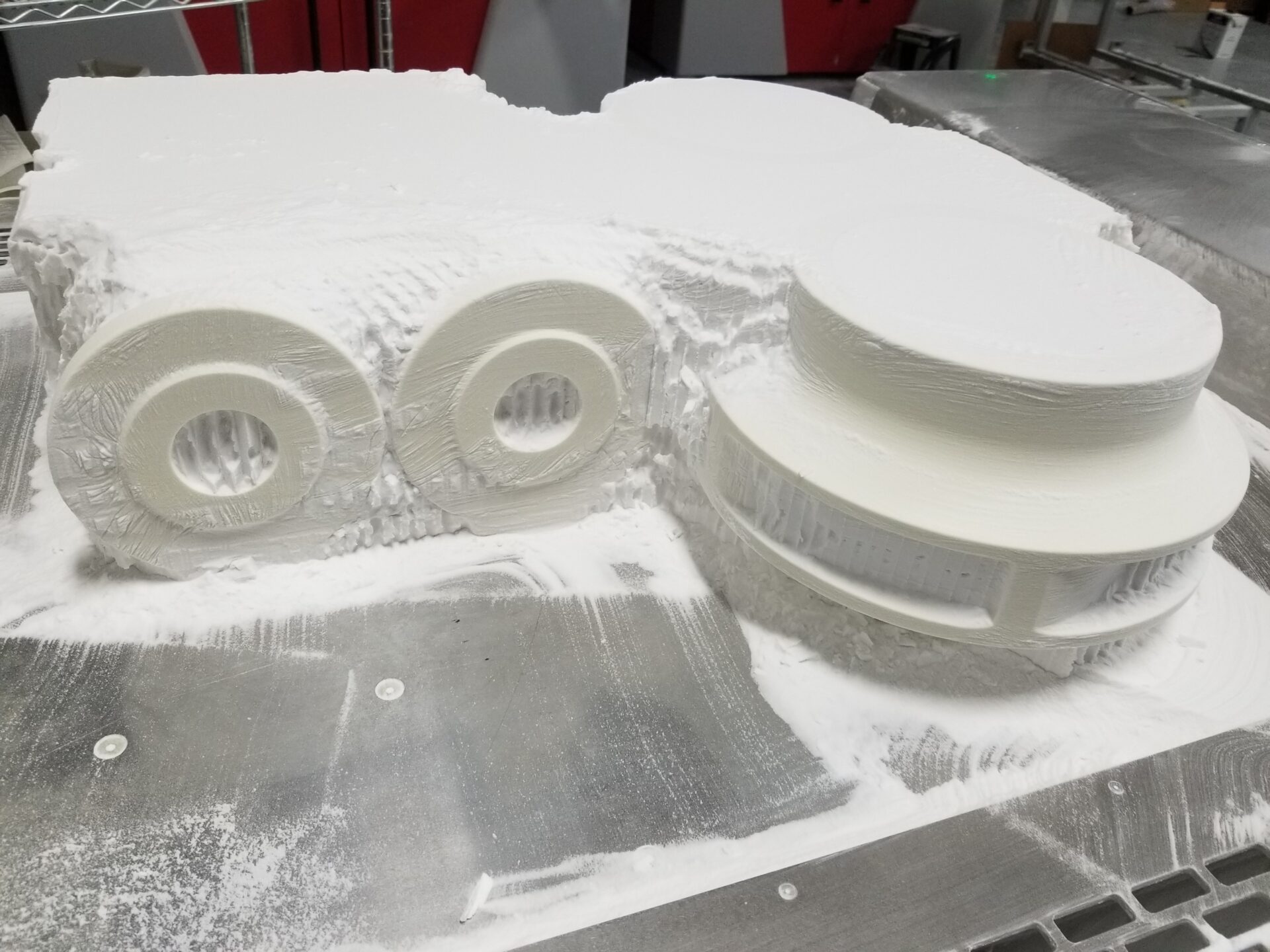
在3D打印中,模具是直接在沙床上一层一层地打印出来的,因此称为砂型铸造。使用经典的石英砂,呋喃或酚醛树脂以及无机粘合剂作为粘合剂。分层结构意味着对设计师来说没有更多限制。底部切口可以很容易地实现,几何调整,如气体管道,可以用来优化模具以达到理想的热控制。随后,3D打印的模具可以像传统模具一样处理,并整合到现有的生产线上。
对于复杂的腔体,核心结构可以通过3D打印并与传统模具相结合。各种特殊的砂子也可用于此目的,以承受高温合金的热应力。






金属铸造的进一步案例研究
Express Prototyping 是北美投资铸造模型三维打印领域的领先专家之一。了解总经理 Thomas Müller 如何创建公司以及他对未来的展望。

在韩国光桥画廊(Galleria Gwanggyo)独特的外墙设计中,采用了三维打印和熔模铸造技术,为玻璃步道制作了数百个独立的连接节。

现代结构优化与 3D 打印和钛投资铸造相结合。这些踏板曲柄展示了消除现有设计限制的可能性。

三维打印与模板施工完美结合。voxeljet 为黑森林博物馆的建筑增材制造设定了新标准。
英国铸造厂Boro Foundry利用砂型和3D打印的结合,为蒸汽机车生产了一个无缺陷的备件。

HSS材料网发布了一个新的概念证明。来自制造商Launhardt的TPU是市场上最柔软的材料之一。
工业聚合物3D打印评论。voxeljet HSS、HP MJF和SLS的广泛比较
HSS、MJF和SLS聚合物3D打印之间有什么区别?在这个广泛的比较中了解聚合物的三种主要AM技术。