















基于酚醛树脂的3D打印在铸造技术方面 -环境友好和经济
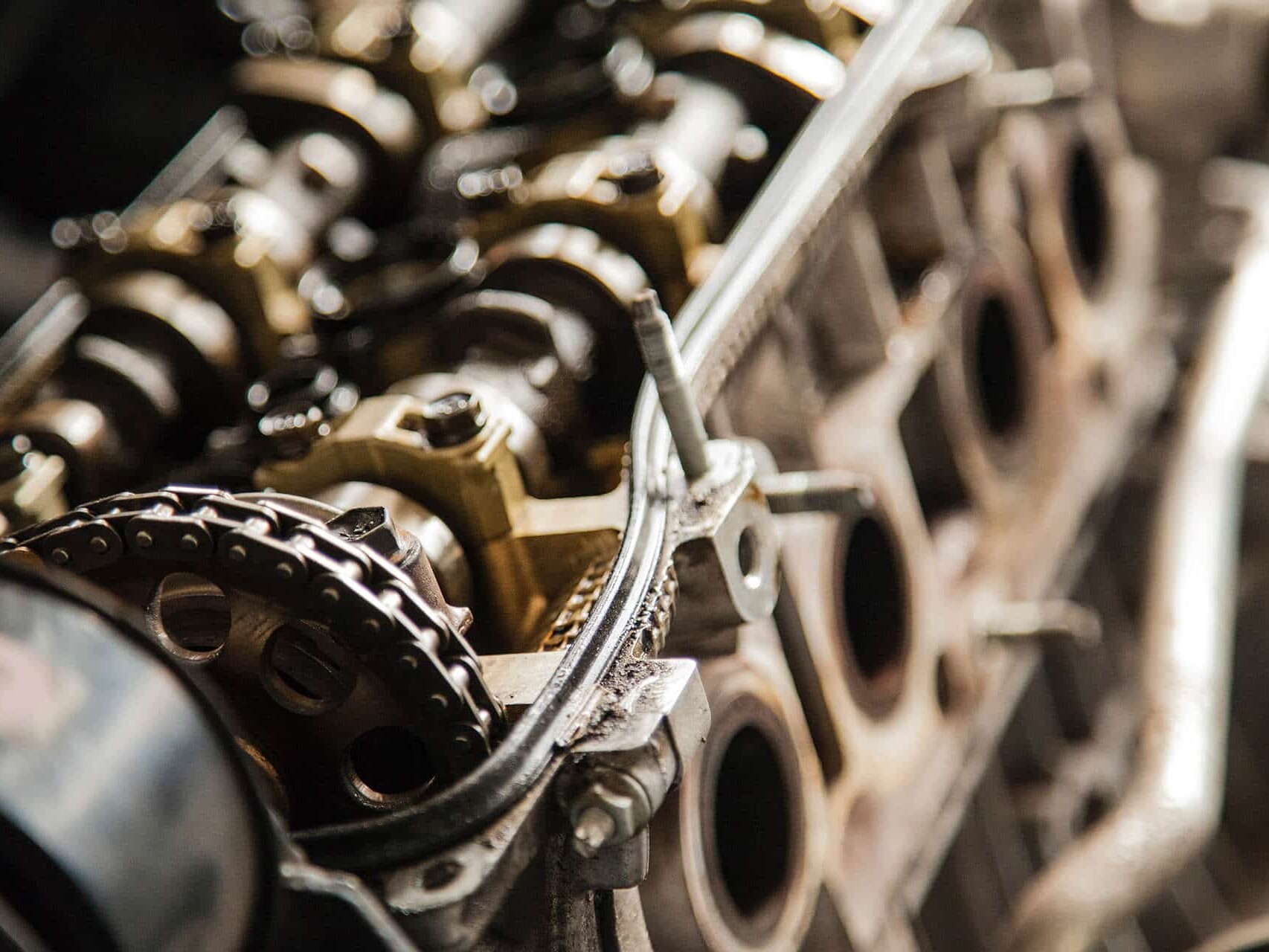
特别是对铸造业来说,这项技术意味着快速和经济地生产复杂铸件的新可能性。有了3D打印技术,看似不可能的几何形状都可以快速、精确和低成本地生产出来–无论涉及的是原型、单个零件还是小批量。速度和自由设计选项是该技术的核心特征。
此外,使用大尺寸工业3D打印机进行批量生产,正在为许多行业开辟越来越多的新应用领域。同时,该技术正被用于汽车工业、机械工程、泵业和航空。基于酚醛树脂基粘合剂的新材料系统显示出优势,特别是在强度、可回收性、减少气体排放和环境友好性方面。
经济地生产原型到小批量产品
由于三维砂模和砂芯的免工具生产,现在可以经济地生产单件或小批量的几千个零件。与传统生产相比,3D打印对模具和型芯的复杂性几乎没有限制。这是因为3D打印所涉及的努力与部件的复杂性无关。一方面,不需要注意底槽或拔模角度。另一方面,必要的铸造技术,如浇口系统,可以直接设计到模具组中,并与之一起打印。此外,组件的变化可以灵活、快速和容易地实施。
3D打印过程中的优势 酚醛直接装订
在直接的比较中,新的PDB工艺显示出比以前被证实的ODB工艺有许多优势。
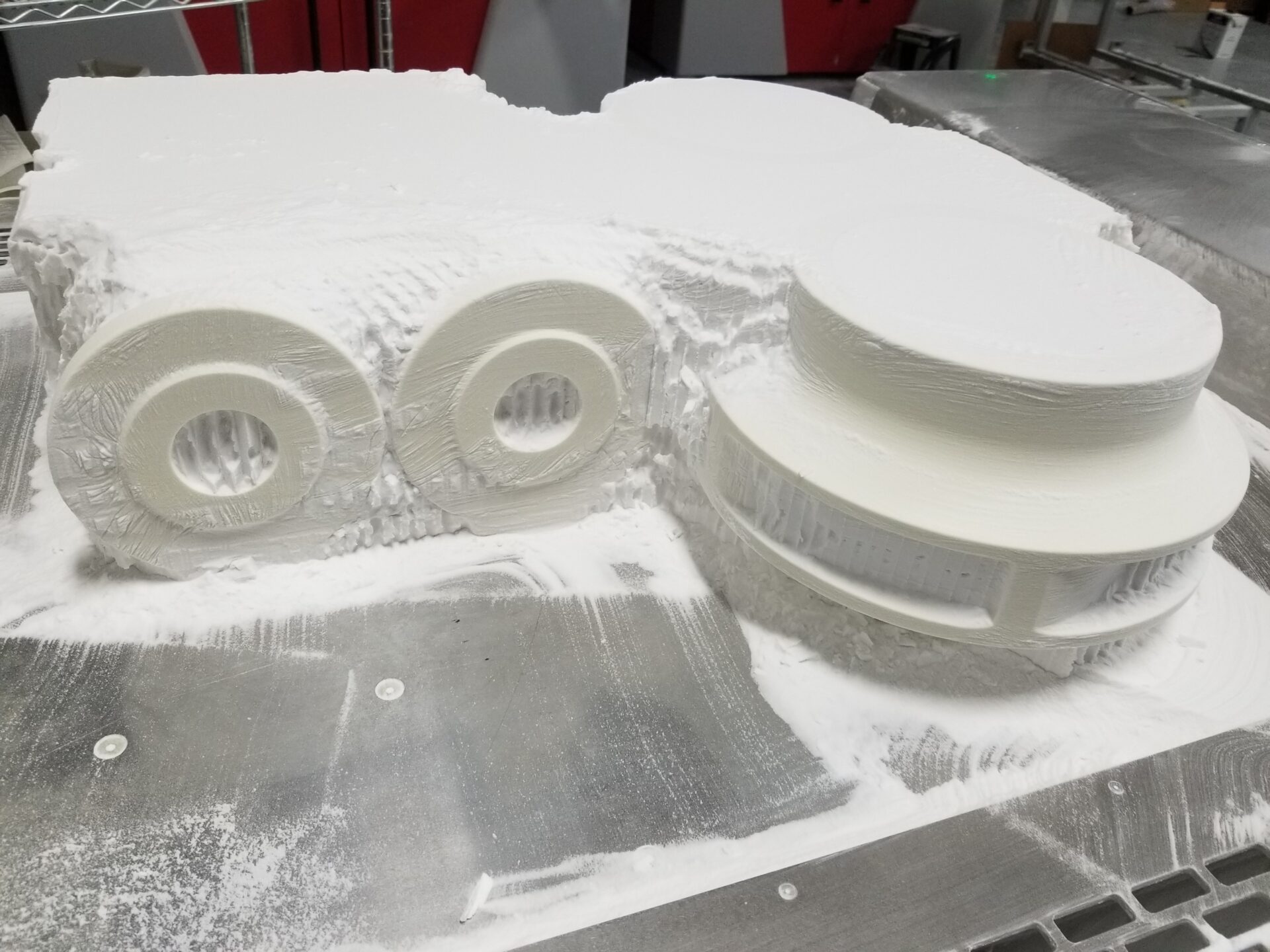
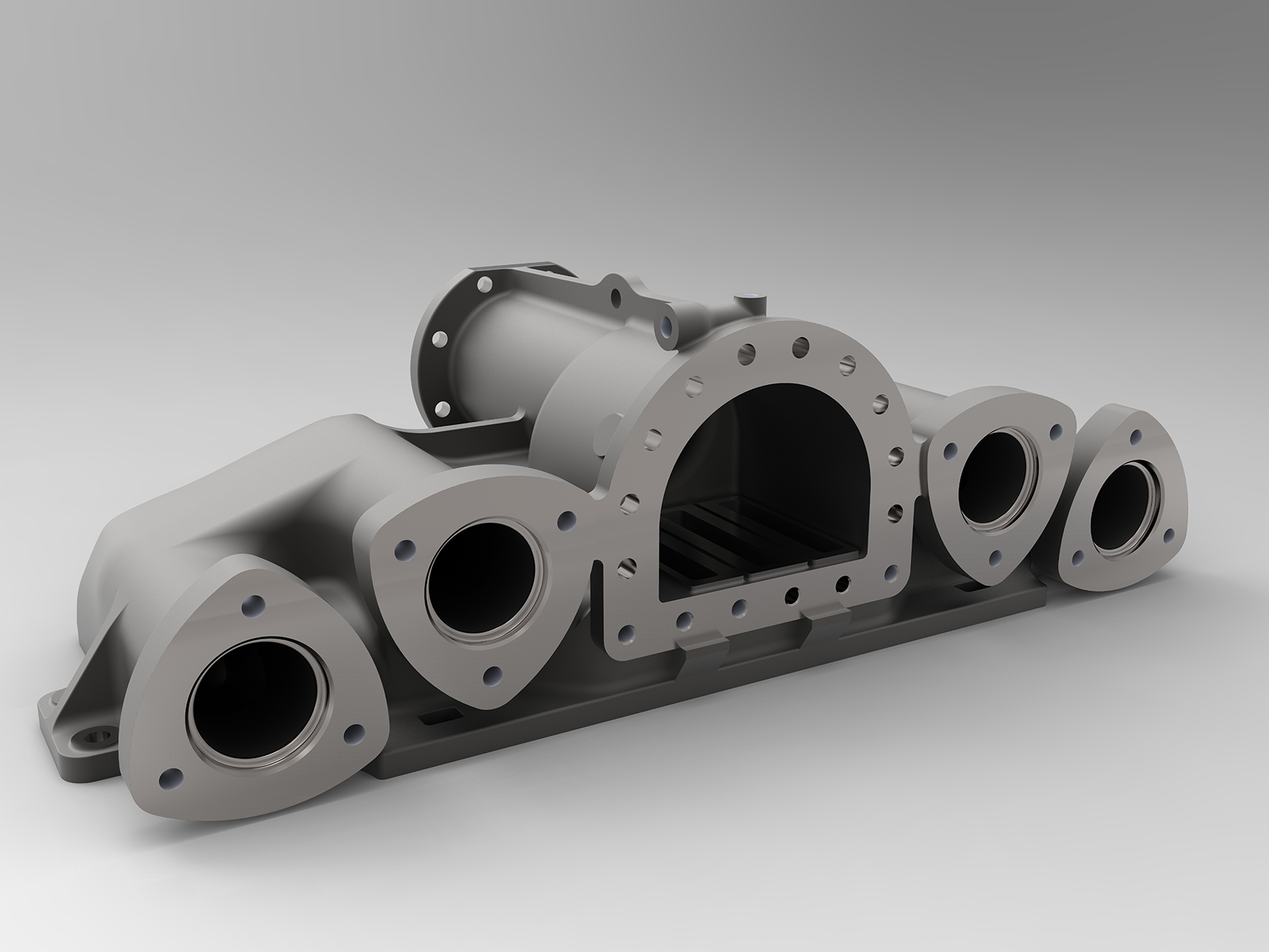
特别是在汽车行业,砂芯的成分越来越复杂。这方面的例子有水套芯子、液压部件或复杂的排气歧管芯子。正是在这里,与ODB部件(230-330 N/cm² – 强度取决于安装空间的方向)相比,印刷的PDB部件(250-500 N/cm² – 强度取决于安装空间的方向)的抗弯强度提高了。

voxeljet的3D打印齿轮箱
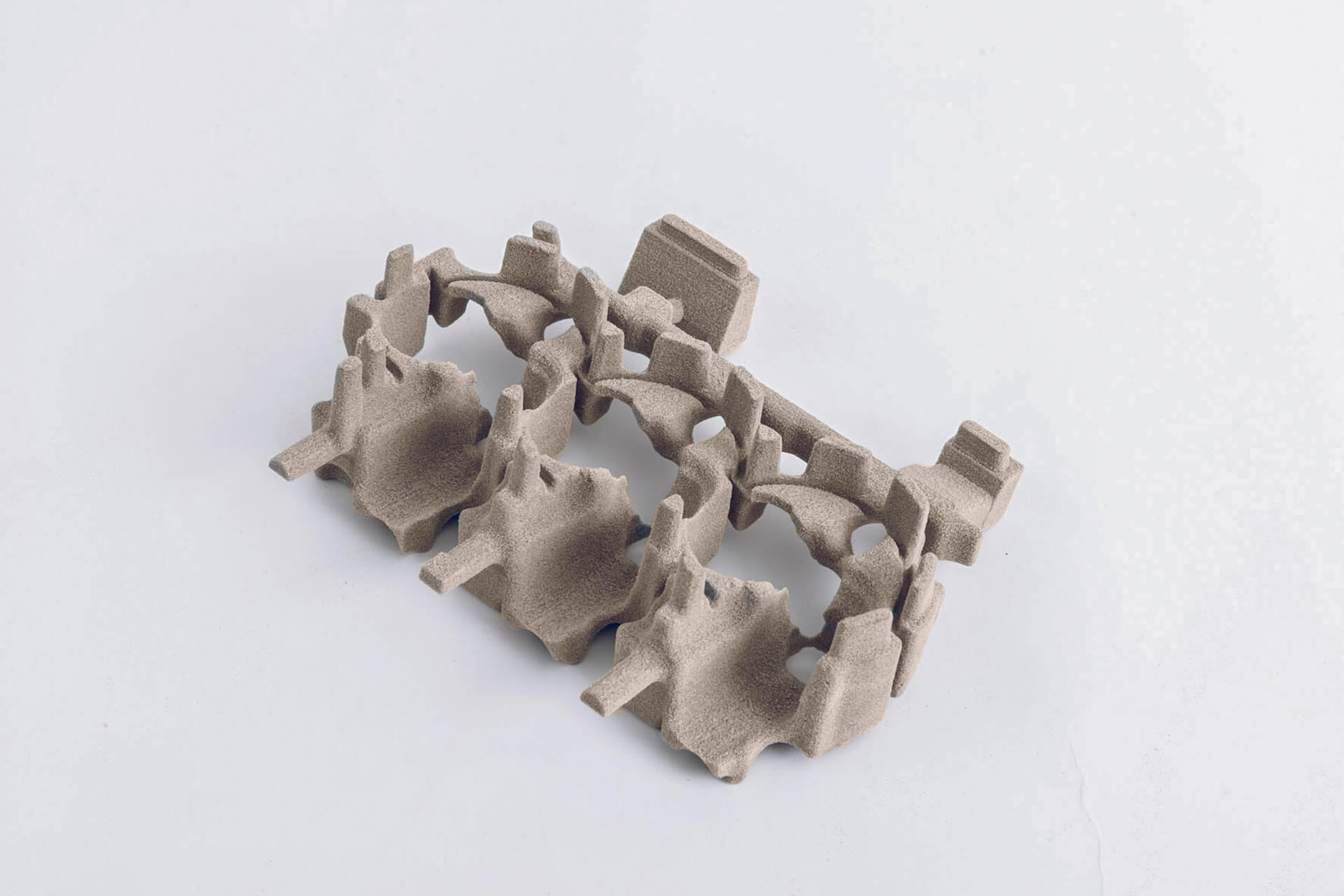
来自voxeljet的3D打印水套芯材。

用酚醛树脂3D打印的voxeljet薄壁芯材。
更多案例研究
PMMA 三维打印技术征服北美
Express Prototyping 是北美投资铸造模型三维打印领域的领先专家之一。了解总经理 Thomas Müller 如何创建公司以及他对未来的展望。
博罗铸造厂 – 过热器集束器
英国铸造厂Boro Foundry利用砂型和3D打印的结合,为蒸汽机车生产了一个无缺陷的备件。


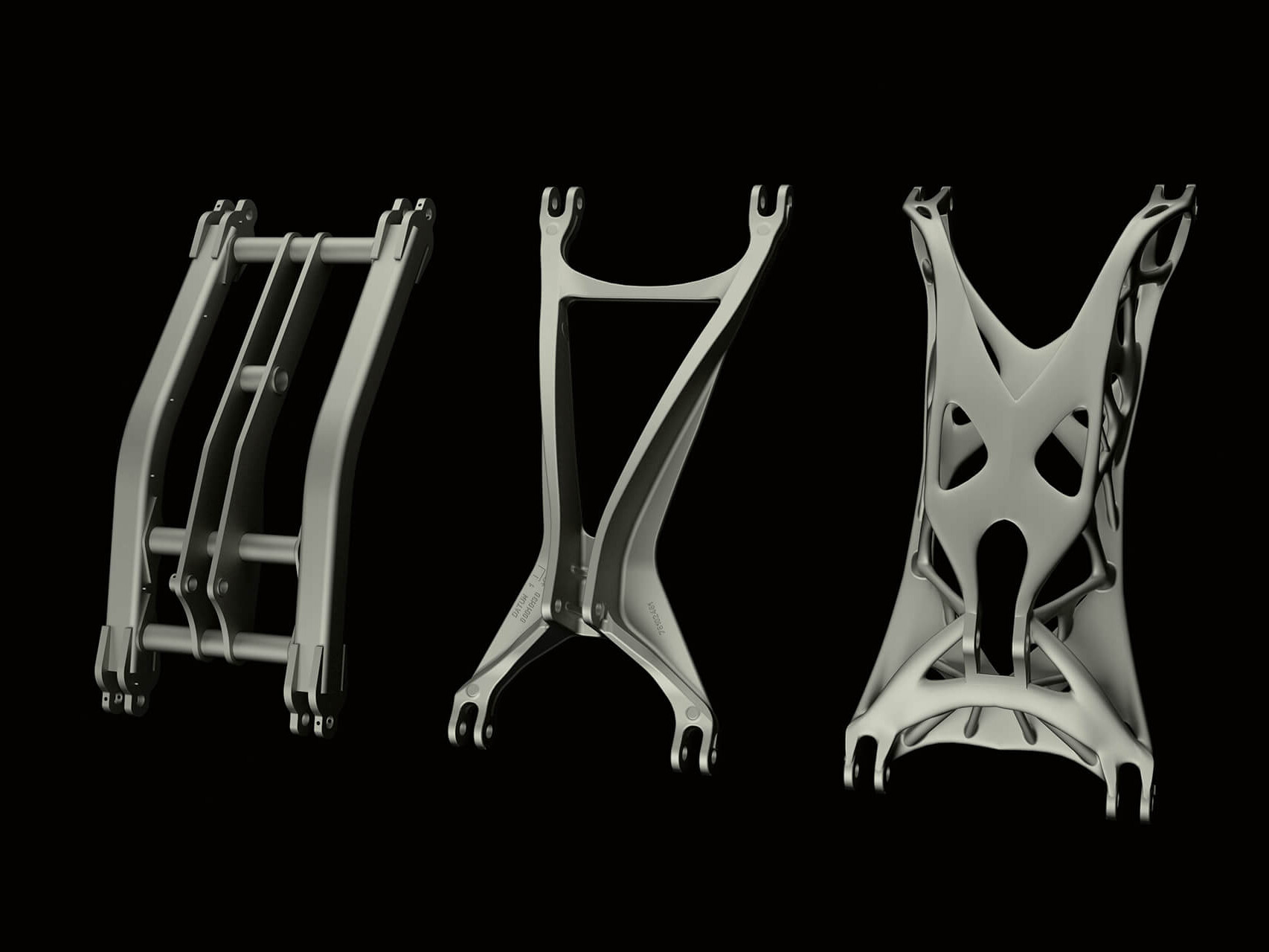
底盘摆臂的优化
农业机械制造商Amazone使用Altair的模拟软件和voxeljet的3D打印技术来优化一个转向架底盘。

随着3D打印到优化的电动马达
Aiona Cast公司已经申请了一项专利,可用于大幅优化电动机。该公司用3D打印技术生产了一个原型。