















金属3D打印:传统铸造如何保持竞争力
VOXELJET提供3D打印解决方案,为传统铸造提供具有成本效益和未来前景的替代方案。2018年5月-飞机制造商,汽车OEM或设计师:当需要快速生产小批量的复杂零件时,越来越多的公司开始转向金属3D打印。 这是否预示着传统铸造业的终结? 一点也不! 铸造厂几十年来一直在使用3D打印(未来的技术)来打印铸模和模具,以长期保持竞争力。
近年来,工业金属3D打印机的销售额呈指数增长。 汽车原始设备制造商,飞机制造商和设计人员都认识到制造技术的潜力,该技术可以使薄薄的金属粉末层通过激光的辐射粘合到部件中。 主要优点:更大的设计自由度和超过99%的组件密度。 设计师可以打印出具有疯狂几何形状的轻型组件,而以前使用传统的金属铸件很难生产。

同时,使用3D打印机生产的组件不仅具有令人兴奋的未来派设计,还可以节省大量成本,因为它们不仅可以优化拓扑结构,还可以大大减轻重量,并减少组件数量并增强功能。航空业的一个例子:如果通过安装3D打印的组件(例如带有蜂窝状切口的安全带扣),使空客A380飞机的重量减轻74.2公斤,这意味着飞机30年的服役期内,减少的费用约为670万美元。节约的潜力使人们容易理解为什么制造商将目光投向3D打印和铸造厂?许多人认为铸造拓扑优化的零件过于昂贵且耗时。客户通常还认为铸造行业不灵活且创新性不强,并且由于交货时间长而疲软。这意味着许多铸造厂面临不确定的未来。这是否预示着传统金属铸造的终结?
在自己的游戏中击败对手
oxeljet坚信事实并非如此,铸造厂也能够经济高效地小批量生产具有复杂几何形状的部件,从而确保其未来的竞争力。 只要他们能够更快,更经济地建造复杂的模具,而无需昂贵的专用工具。 这是3D打印机发挥作用的地方,因为它们使用粘合剂喷射进行打印以快速生成砂模,无需任何工具! 例如,voxeljet VX4000的构建尺寸为4000 x 2000 x 1000 mm,是世界上最大的用于生产砂模和型芯的3D打印系统。 该系统可用于通过粘合剂喷射程序快速自动生产砂型铸造模具,由于其显着更高的成型速度,因此可经济地打印大量印品。 工业平台可以生产许多小批量或单个的大批量零件。
粘接剂喷射:这是怎么做到的
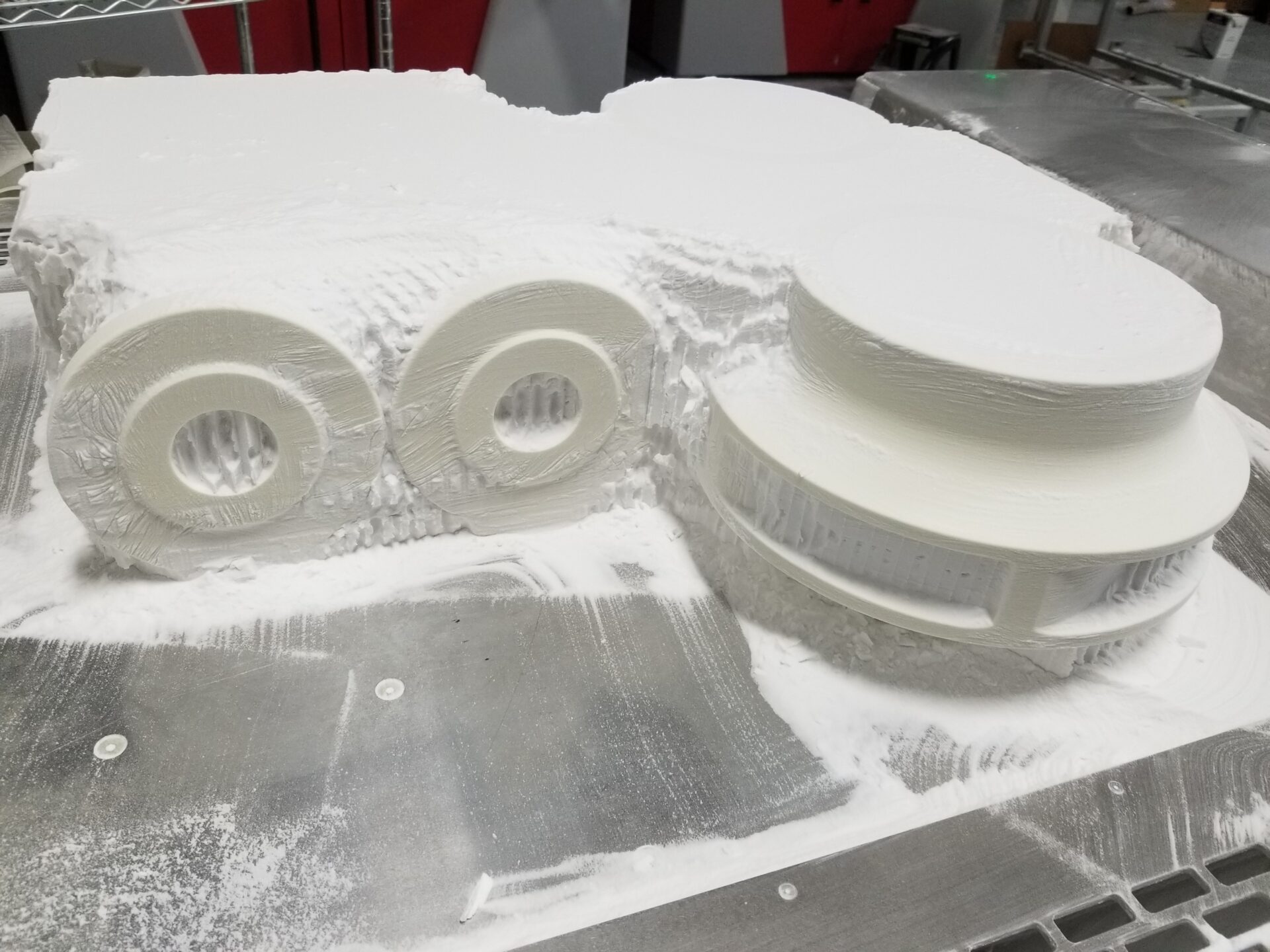
铺粉器在构建平台上铺开300微米石英砂层。 然后,可移动打印头用常用的铸造粘合剂在应形成砂模的区域中粘结砂粒。 施工计划需要以CAD文件的形式提供。 然后,将构建平台下降每一层,并重复此过程,直到准备好砂模为止。 一旦系统操作员通过压缩空气从模具中去除了多余的砂子,即可开始铸造。 与金属3D打印机的组件不同,无需任何耗时的,昂贵的后处理。
印刷砂型铸造模具的行为类似于传统型,并且足够稳定以承受金属铸造的苛刻要求。 粘合剂导致砂料的抗弯强度在220到500 N /cm²之间,这是常规制造的砂芯的抗力。
铸造的另一个主要优点是:材料种类繁多,意味着还可以铸造轻合金,例如镁。 使用3D打印支持的金属铸造意味着可以使用任何合金。 与金属打印相反,金属打印目前仍限于少数特殊合金。
3D打印铸模:新的设计自由度和省时的功能
3D打印铸模的优势显而易见:与常规生产相比,它不需要CNC铣削或任何其他特殊工具,从而可以提高金属铸件的利润。 此外,就像金属3D打印一样,设计方面的限制也较少。 设计人员甚至可以实现最精细的内部几何形状,分辨率高达600 dpi,而不必考虑脱模倒角,分离器或压痕。 与金属3D打印不同,不需要打印的支撑结构,这会浪费材料。 此外,voxeljet打印系统允许在单个打印过程中在彼此之上构建多个组件。 这样可以节省时间并优化系统的机箱利用率。 3D打印中使用的材料已经在铸造厂中使用了数十年,并且可以轻松地组合成混合零件(打印的零件和常规生产的沙子零件)。
赞成3D打印模具的另一个论点是:节省时间。铸造厂报告说,他们在制造复杂的砂型铸造模具时,实现了前所未有的时间节省。此外,与金属3D打印不同,航空航天等行业的金属铸造是一种合格的认证工艺。因此,金属铸造是一种成熟的制造方法,已经提供了很高的客户满意度,因为几乎任何尺寸的组件都可以作为一个组件经济地制造。
一公升打印用砂的成本只有九欧元
粘接剂喷射比大多数其他3D打印工艺更快、更便宜。由于VX4000的打印头有超过25000个可单独控制的喷嘴,打印头宽度为1100毫米,因此,该打印机的构建率高达120升/小时。相比之下,使用选择性激光熔化(SLM)操作并逐点只使用一种激光的打印机则要慢得多。它们的打印速度约为每小时0.1升。
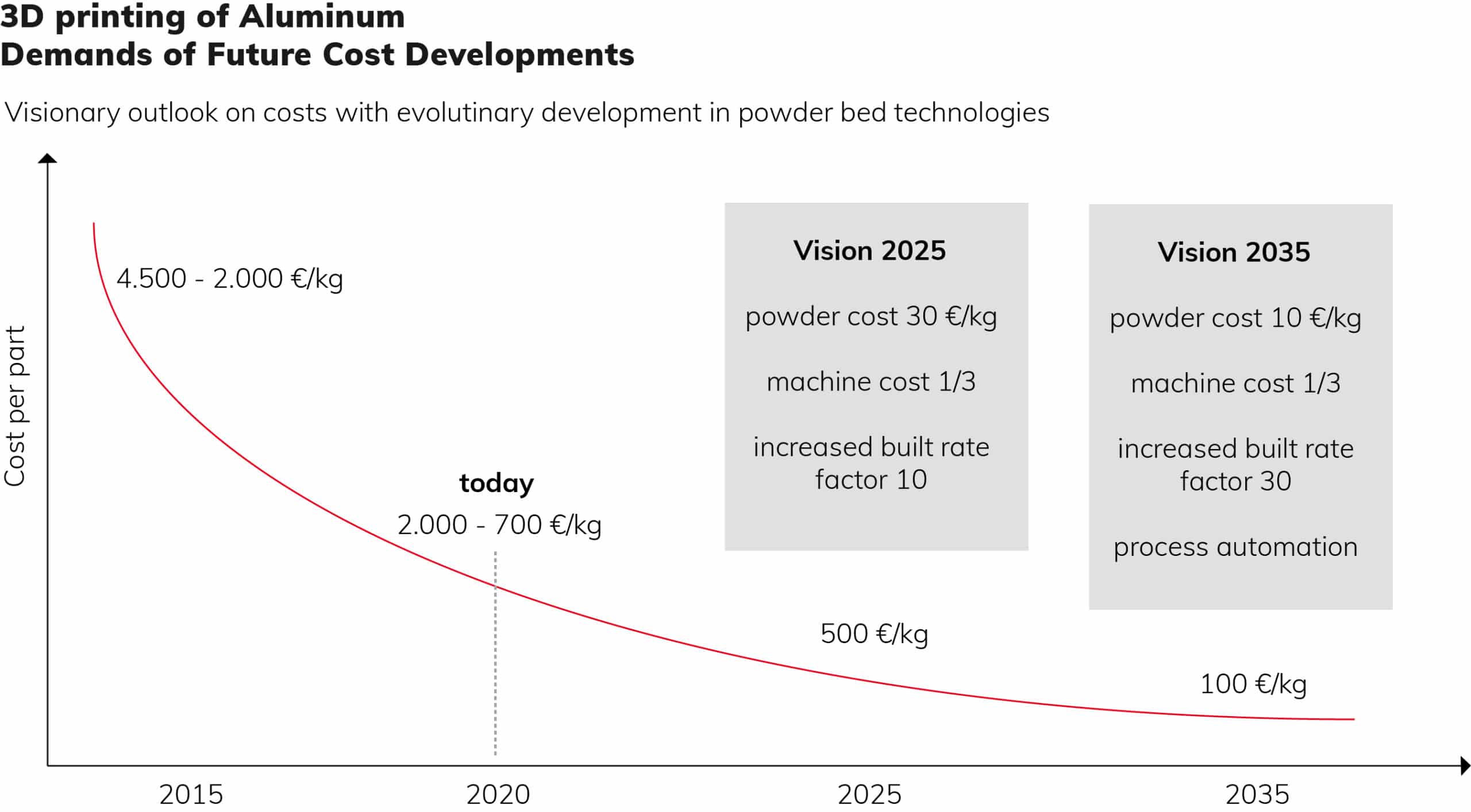
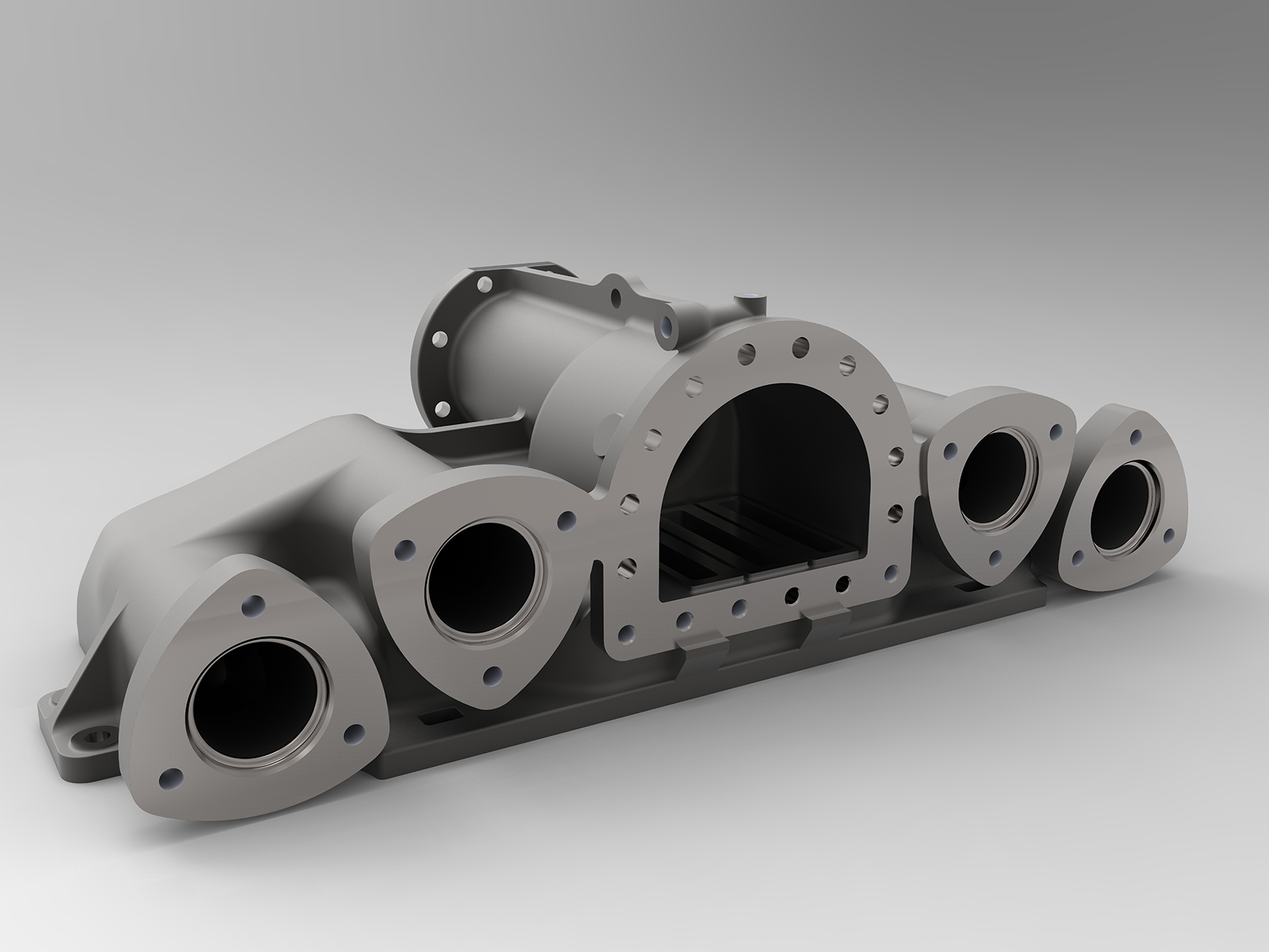
粘合剂喷射程序也比较便宜。根据部件的复杂程度和所需的交货时间,一升打印砂的平均价格约为9欧元。另一方面,一升打印钢材的价格约为3100欧元。在许多应用中,例如航空航天部件,现在可以使用粘合剂喷射与金属铸造相结合的方式,以经济的方式制造几乎任何尺寸和数量的部件。例如,泵、驱动轮、排气歧管、壳体、框架、大型结构件等已经可以通过快速铸造来生产。快速铸造还可以处理各种材料–甚至可以加工轻质合金,如镁。
结论:铸造厂应该尽快开始现代化
未来几年,金属3D打印无疑将变得越来越重要,因为打印机将变得越来越强大,并且投资成本将下降。 专家预测,到2020年,入门级系统的价格将降低60%。
在这种情况下,金属粉末的直接添加加工实际上可能会在铸造市场中占据相当大的份额,特别是对于中小型部件。 但是,它不会完全替代连续铸造工艺。 但是它将获得很大的市场份额。 因此,铸造厂应该早日实现其生产现代化。 voxeljet首席执行官Ingo Ederer表示:“从成本和可打印复杂性两方面来说,3D砂和塑料打印是铸造厂的理想选择。” “铸造厂可以制造同样复杂的组件,而无需更改工艺链。铸造厂不必购买自己的3D打印系统,因为全球范围内都有服务提供商提供3D砂或塑料印刷。”
使用当今经济的无模铸造模具,已经可以复制任何尺寸的零件。 这意味着客户可以使用经过认证的各种材料。这就引出了使用金属的3D打印机能赶上多快的问题。
进一步的案例研究
PMMA 三维打印技术征服北美
Express Prototyping 是北美投资铸造模型三维打印领域的领先专家之一。了解总经理 Thomas Müller 如何创建公司以及他对未来的展望。
博罗铸造厂 – 过热器集束器
英国铸造厂Boro Foundry利用砂型和3D打印的结合,为蒸汽机车生产了一个无缺陷的备件。



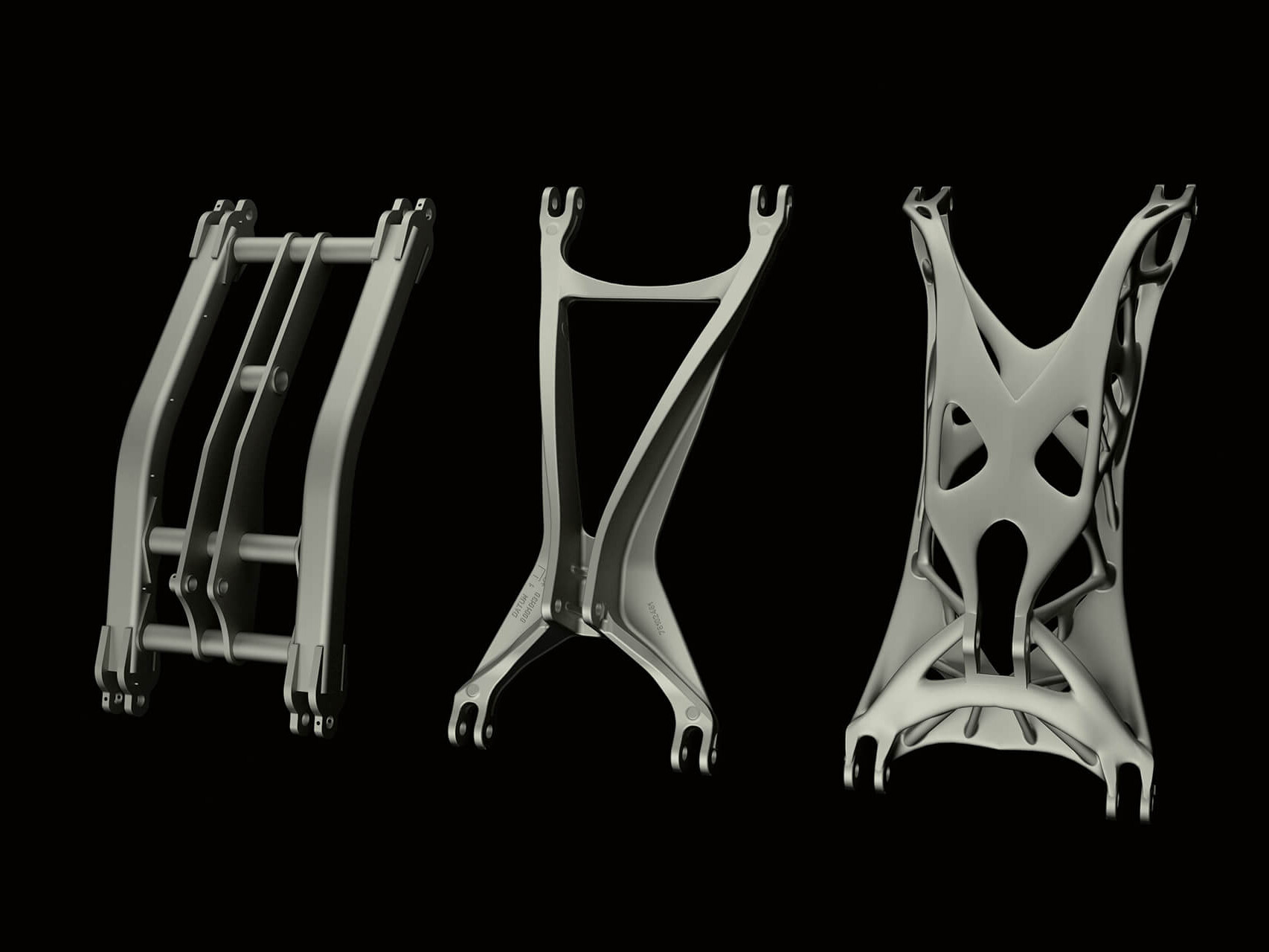
底盘摆臂的优化
农业机械制造商Amazone使用Altair的模拟软件和voxeljet的3D打印技术来优化一个转向架底盘。