















关于3D打印的基础知识
3D打印技术正在飞速发展
无论是铸造厂使用砂模进行金属铸造,还是使用塑料熔化模型进行熔模铸造,在这两种情况下,铸造厂都可以从增材3D打印工艺的诸多优势中受益。
多年来,许多铸造厂已将用3D打印机生产的砂型铸造模具和型芯作为标准。 该技术已在钢铁铸造领域中确立,并在有帮助的地方使用。 尽管这些应用主要位于原型和小批量领域,但随着3D打印系统性能的不断提高,限制越来越趋向于越来越大。就总成本而言,由于消除了工具成本,在一定批量之前,3D打印始终是传统工艺的更经济选择。 批量越小,voxeljet技术所提供的成本优势就越大。 特别是对于复杂的几何形状,即使无法批量生产几百个单位,即使是几百个批量的3D打印也是最经济的选择。
3D打印的模具和传统的模具构造的结合
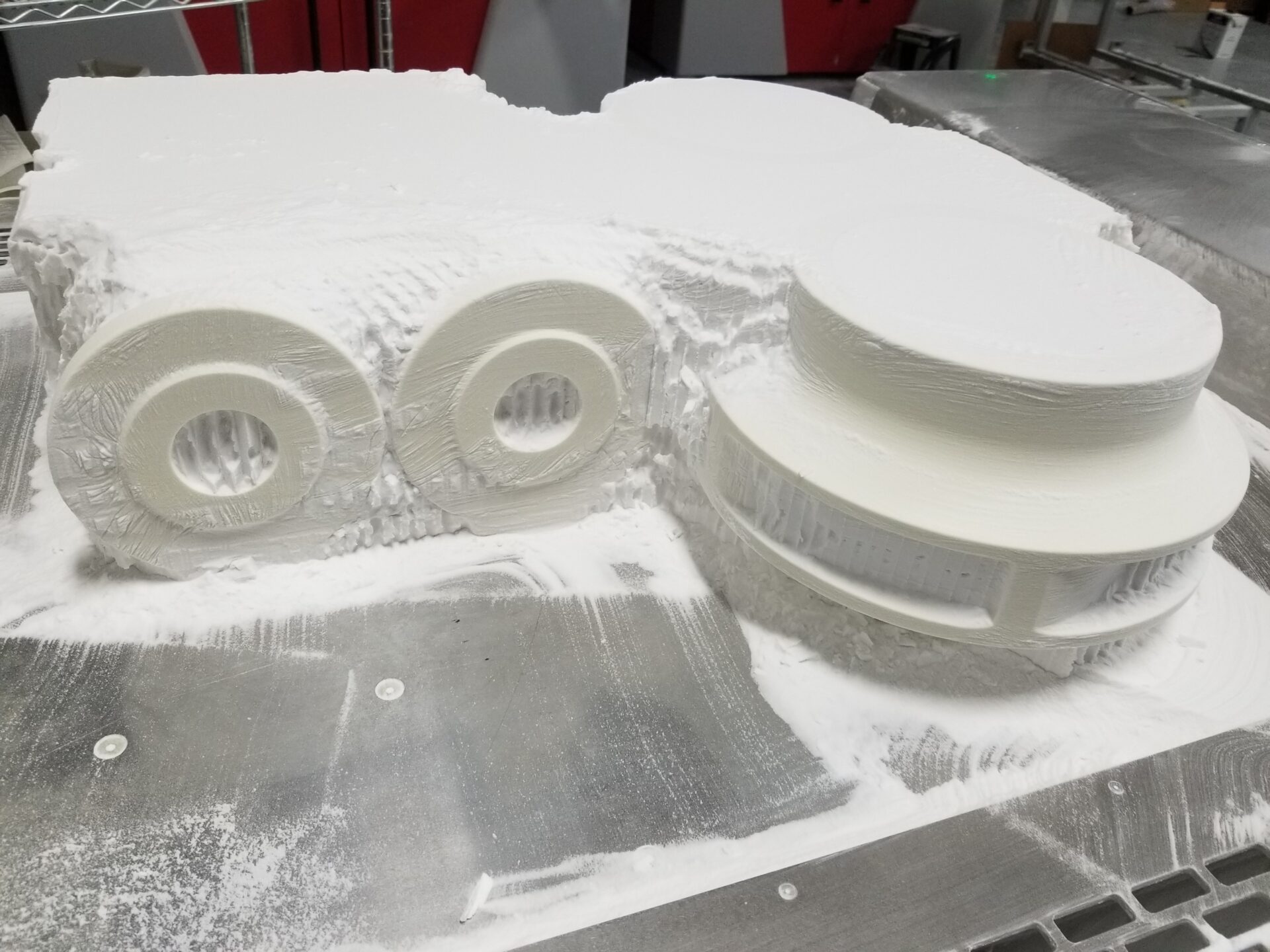
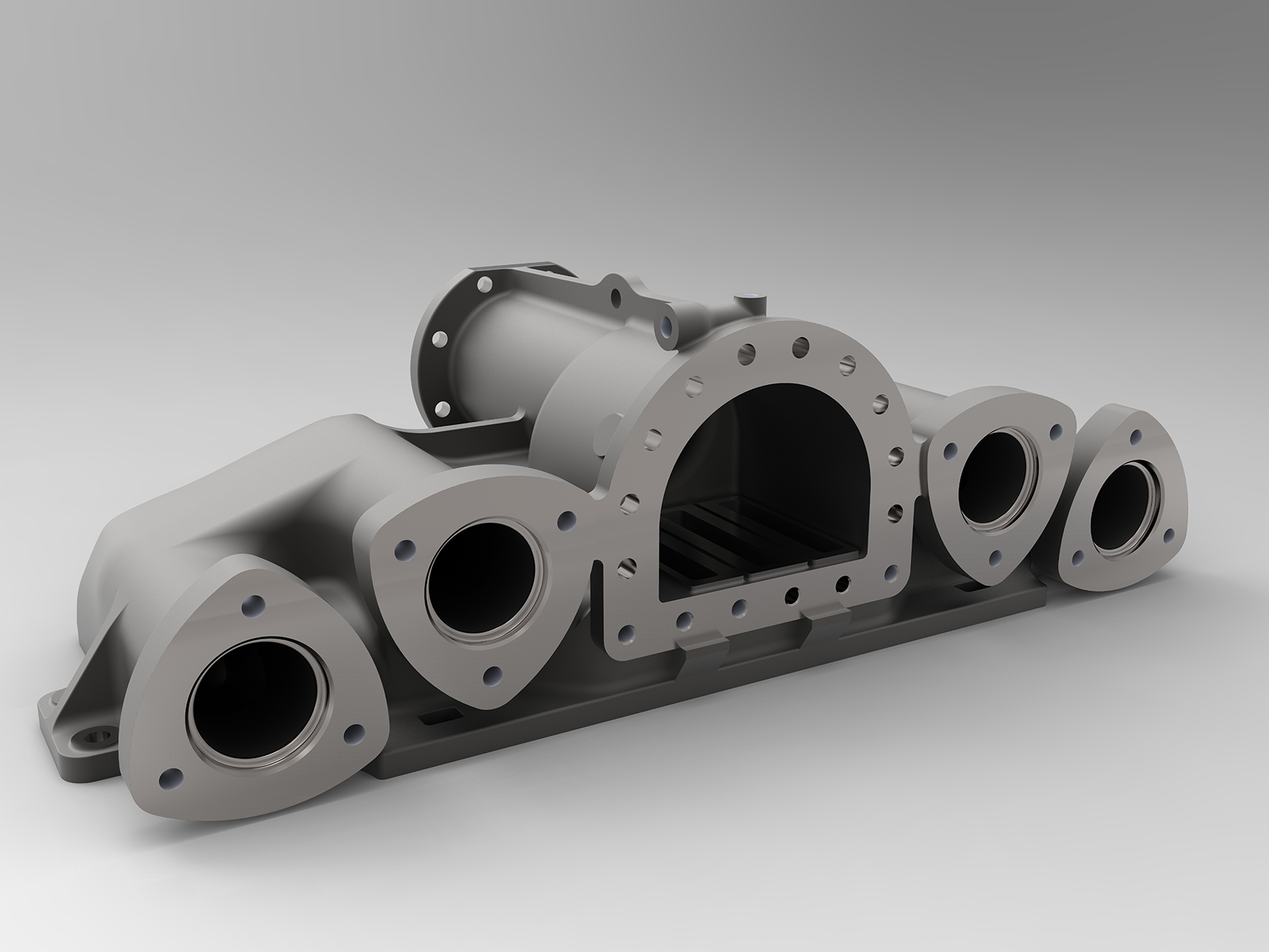
今天,只要有合适的机会,创新的铸造厂都将3D打印的型芯和采用传统方法生产的模具相结合。 这种方法是一个不错的选择,尤其是在生产带有底切的复杂型芯时(例如叶轮所需的)。 可以在3D打印机中打印芯,然后将其集成到常规模具中。 好处包括更少的零件数量和更少的模具制造过程,因为该方法消除了费时的,传统的复杂型芯的生产和组装,并且还减少了后续的再加工。经验丰富的压铸机以越来越高的频率选择的另一个有趣的选择是生产耗时的成型工具并行3D打印砂模。 由于可以立即使用印刷的砂模,因此可以铸造初始零件以进行测试,以优化在建工具。 在许多情况下,与仅传统的模具构造相比,该变体更快且更具成本效益。
用于熔模铸造的高精度熔断模型
除了打印砂模之外,越来越多的铸造厂还依靠3D打印机生产的模型进行熔模铸造。这种方法有利于蜡模型的简单直接生产。即使这些模型不再由蜡制成,而是由塑料制成,但对后续处理步骤没有任何影响。在3D打印机中生产PMMA模型非常容易:它们完全根据CAD数据进行打印。为了提高熔化过程的质量,塑料模型还渗透了蜡,从而形成了特别细孔和均匀的表面。
实例探究
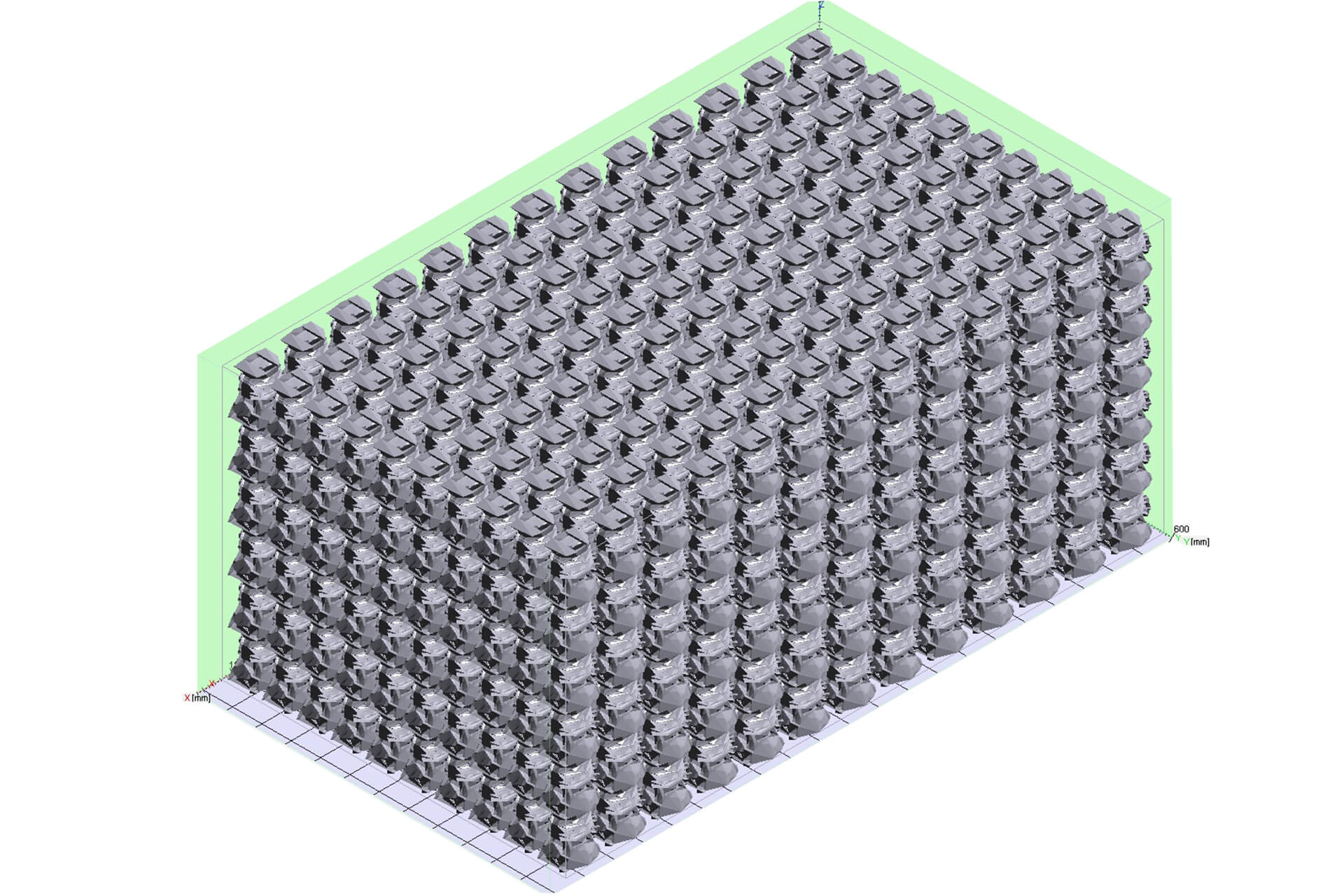
快速应用中的链锯两冲程电机等广泛的应用展示了voxeljet打印机的实际性能。 一台电动机的尺寸仅为78 x 76 x 59毫米。 为了尽可能快速,经济地生产模型,voxeljet将780台这些电机组合在一个尺寸为1,000 x 600 x 500毫米的构建空间中的单个打印作业中。 使用VX1000高性能打印机花了23个小时来打印电机,每个电机的打印时间仅为1.8分钟。
进一步的案例研究
PMMA 三维打印技术征服北美
Express Prototyping 是北美投资铸造模型三维打印领域的领先专家之一。了解总经理 Thomas Müller 如何创建公司以及他对未来的展望。
博罗铸造厂 – 过热器集束器
英国铸造厂Boro Foundry利用砂型和3D打印的结合,为蒸汽机车生产了一个无缺陷的备件。



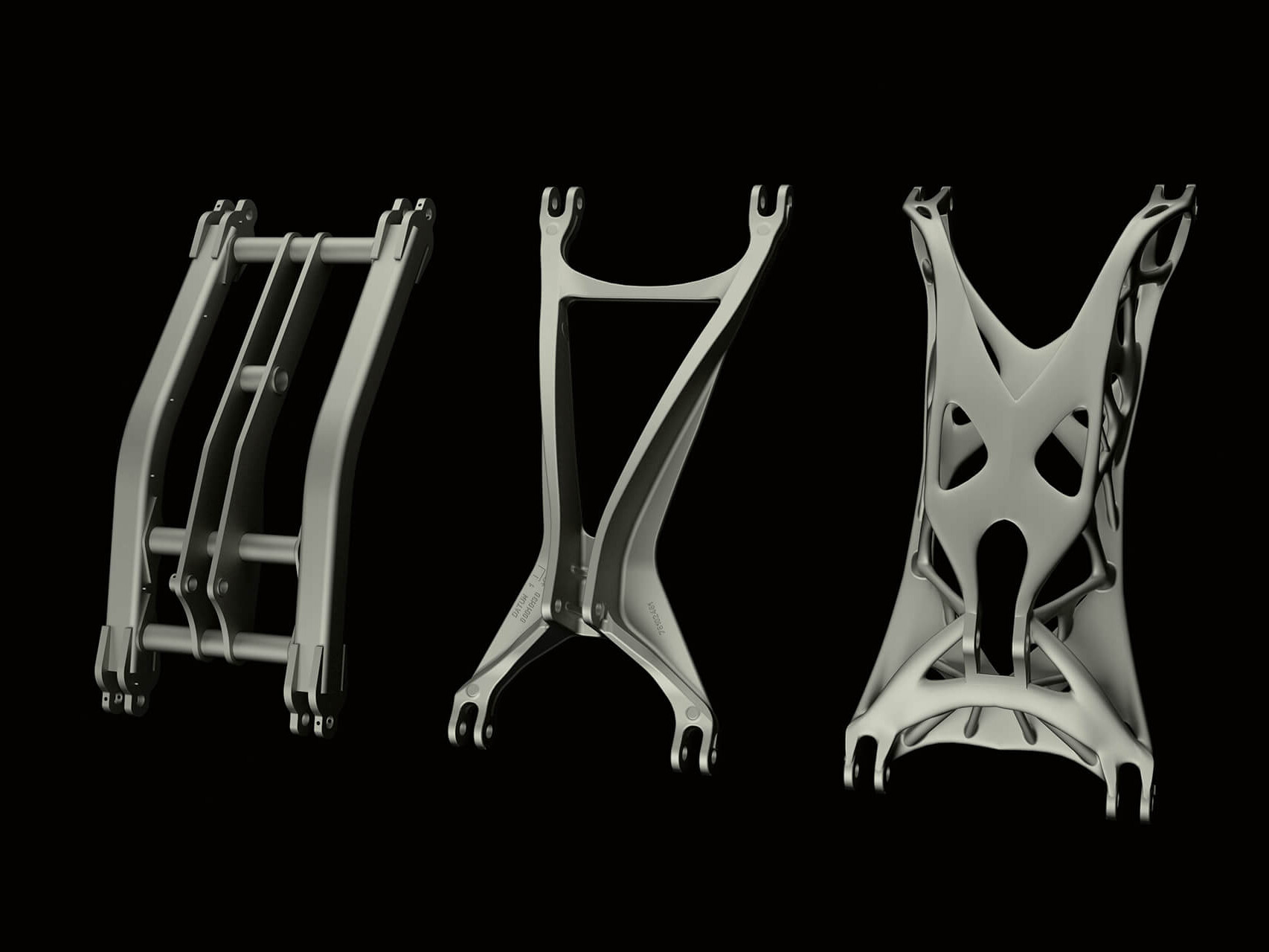
底盘摆臂的优化
农业机械制造商Amazone使用Altair的模拟软件和voxeljet的3D打印技术来优化一个转向架底盘。