















HP 多喷气融合和沃克斯喷气高速烧结比较
除了选择性激光熔化(SLS)外,另外两种基于喷墨的3D打印工艺现已牢固确立在添加剂制造技术”粉床融合”中。一种是惠普的多喷气融合技术,另一种是沃克斯喷气高速烧结技术(HSS)。但是,这两个过程到底有什么区别呢?这些技术在哪里可以经济地使用?是什么让 HSS 成为多喷气融合的有吸引力的替代方案?
这两种活页夹喷射技术都显示出独特的优势,例如在打印速度、安装空间量和相关部分成本方面。然而,一个严重的区别在于工艺技术的适应性和可加工材料的多样性。但有一点是清楚的,这两个过程都可以用来实现广泛的应用——快速和经济上。
与 MJF 工艺一样,粉床的彩色部分融合在一起,而未打印的粉末则保持松动。HSS 不需要第二个冷却液,因为打印和未打印粉末材料的温度可以通过两个具有不同波长的不同波长的不同 IR 发射器与吸收器相互独立控制。未打印的粉末可以回收、再处理并反馈回工艺周期,就像 MJF 一样。
在部分质量和应用可能性方面,HSS 技术绝不逊色于多喷气融合。然而,Voxeljet VX1000 HSS的尺寸使其更适合工业用途,在消费成本方面比惠普目前的打印机便宜,从而显著降低了每个部分的成本。此外,voxeljet 允许客户不受限制地使用自己的材料,并允许最终用户完全访问打印参数,以优化特定材料和应用程序的生产。这是一个优势,特别适用于大容量组件或批量尺寸的系列生产。这意味着 HSS 打印组件也可用于建筑、汽车和体育等各种行业。
3D 打印系统多喷射融合和高速烧结比较
HSS
MJF
后处理
与大多数可用的后处理解决方案兼容。
自动混合
筛接和灌装
半手动卸载
快速冷却
外部存储罐
冷却时间
无快速冷却: 14h***
无快速冷却: 48
h* 快速冷却:n.一。
强项(PA12)
VX200 HSS
方法:ISO 527–2:93=1A
弹性模块 (XY): 1716 MPa
弹性模块 (Z): 1725 MPa
张力 (XY): 52 MPa
拉伸强度 (Z): 46 MPa
在中断时延长 (XY):10
在中断时延长 (Z): 5
MJF 4200
方法: ASTM D3418
电子模组 (XY): 1700 MPa
杨的模组 (Z): 1800 MPa
紧张强度 (XY): 48 MPa
紧张强度 (Z):48 MPa
在中断时延长(XY): 20
在中断时拉长 (Z): 15
最小层厚度
80 µm
80 µm
精度
±0.3%(下限为±0.3毫米
±0.3%(下限为±0.3毫米)
材料
PA12
TPU
PP
佩巴
伊娃
PA12
PA11
TPA
TPU
分辨率
360 dpi
1200 dpi
速度
VX200 HSS: 580
厘米/小时
VX1000 HSS: 6,500 厘米/小时
MJF 540/580: 1,817 cm³/h
MJF 540/580: 1,817 厘米/小时
MJF 4200: 4115 厘米/小时
MJF 5200: 5058 厘米/小时
建筑体积
VX200 HSS: 290 x 140 x 180 mm
VX1000 HSS: 1,000 x 540 x 400* mm
MJF 540/580: 322 x 190 x 248 毫米
MJF 4200: 380 x 285 x 380 毫米
MJF 5200: 380 x 294 x 380 毫米
应用领域
材料开发与研究
原型制作
生产应用
服务中心
制造
注塑公司
原型
服务中心和生产应用。
*根据材料和颗粒大小
**voxeljet允许客户自行使用任何材料,并可以就材料选择提供建议。
***取决于施工高度
MJF和HSS之间有何区别?
多喷射融合过程使用两种类型的流体打印组件。能量吸收剂,也称为融合剂,是一种水性、辐射吸收性墨水,将粉末床的相应区域涂成黑色。为了实现精确的边缘定义,还将第二种液体(称为细节代理)添加到要打印的组件的外边缘区域,以便在烧结过程之前冷却组件的边缘,从而确保提高精度。此外,气泡喷射打印头技术的特点是高,理论分辨率为1200 dpi。
与 HSS 技术和”即插即用”解决方案相比,MJF 的构建量更大,换班时间更快,非常适合用于原型、服务中心和生产应用。多喷气融合已经可用的材料包括几个 PA12 变种,以及 TPA、TPU、PP 和 PA11。
与多喷气融合不同,HSS 技术使用压子打印头和只有一个能量吸收器。能量吸收器是一种油基墨水,用于给粉床涂上颜色。通过特别精确的光波控制和波长定义,IR能量可以选择性地引入粉末床,并且只有在形成组件的地方。这种精确的控制会导致极其锐利的边缘细节。
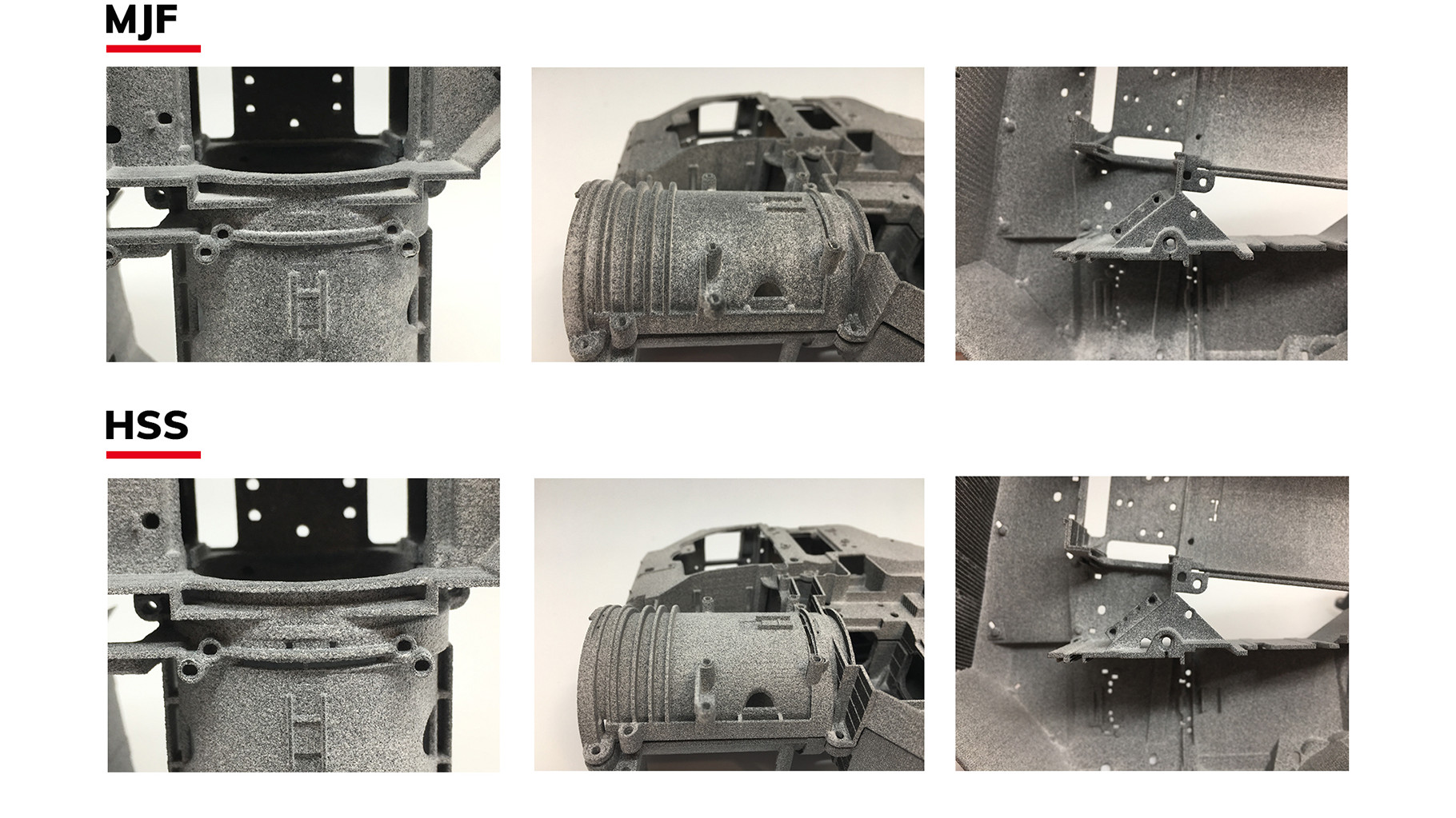
比较边缘细节MJF和HSS
打印头的工作分辨率为 360 dpi。但是,由于要打印的粉末的颗粒大小是粉末床融合技术分辨率的决定性变量,则不需要更高的打印头分辨率,而是与热管理的相互作用对细节的准确性具有决定性意义。工业喷墨打印头与墨水最匹配,从而提高了打印头的耐用性。除了油基流体外,喷墨打印头还可以处理水和溶剂基流体。
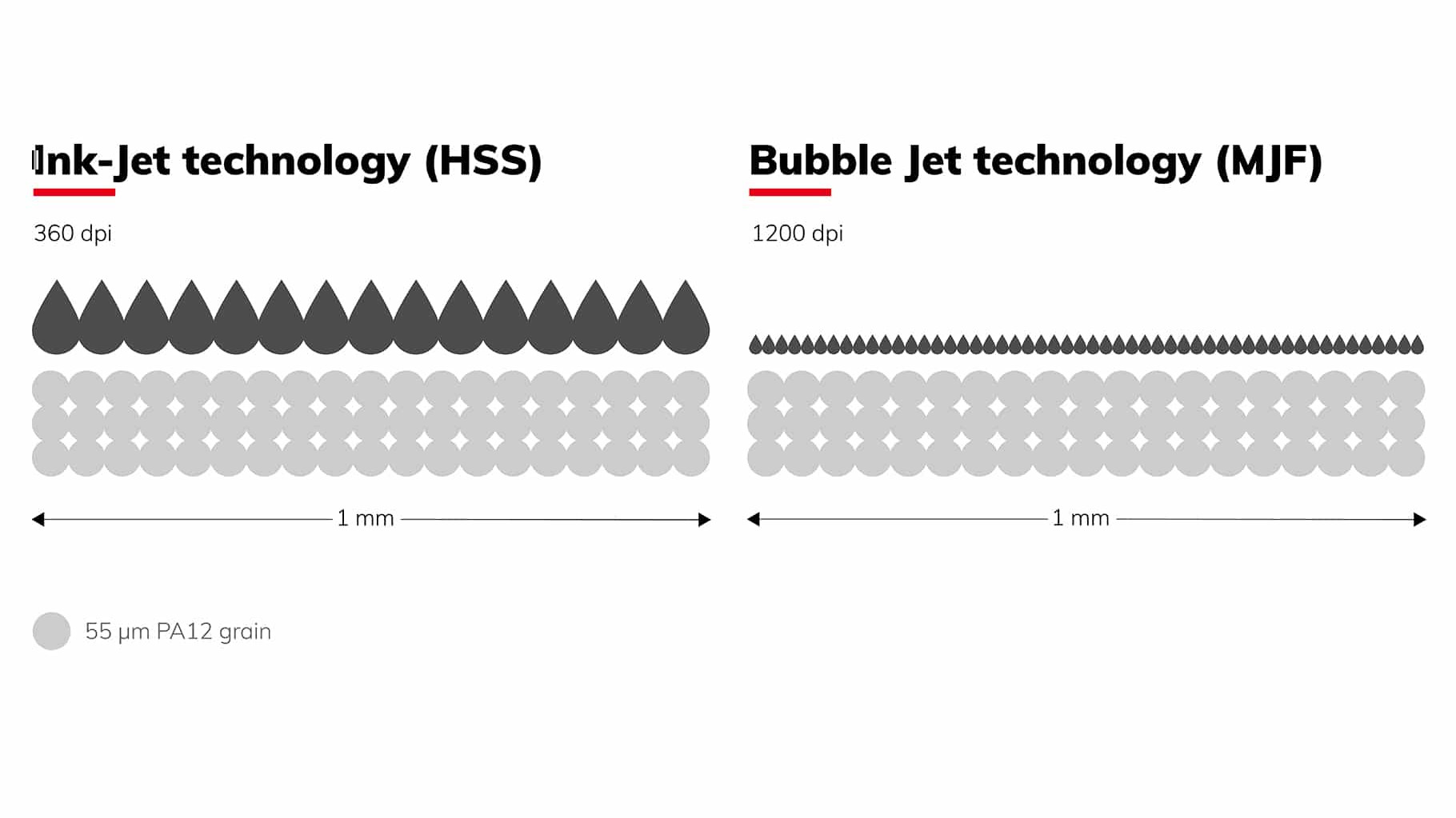
比较分辨率 MJF 和 HSS 技术
多喷气融合的另一个区别是 HSS 技术的开源方法。使用 HSS 3D 打印系统,用户可以使用打开的 3D 打印机,可以自由访问所有过程参数并单独适应自己的材料。这使得 HSS 技术非常适合单独开发具有最佳部分性能的新型 3D 打印聚合物。开发的过程参数可以放大,用于更大的 voxeljet 3D 打印系统,如 VX1000 HSS,以便经济地打印更大的生产量和数量。开源方法的优势以及单个吸收器的使用也反映在运行成本中。虽然系统在考虑初始成本时价格范围相似,但 HSS 系统也可以使用客户自己的粉末运行,而单个吸收器的消耗进一步降低了运行成本。
材料的选择还有进一步的差异。例如,HSS 可用于处理聚合物,如 PA12、PA6、PP、PEBA、EVA 和 TPU,因为能够灵活地使系统适应所需的材料,并且仅使用一种油基油墨。到目前为止,30μm至1 mm的粉末颗粒尺寸已经成功处理。
你想了解更多关于HSS技术吗?然后看一下我们的白皮书。



更多案例研究

HSS材料网 – TPU朗哈特的概念验证
HSS材料网发布了一个新的概念证明。来自制造商Launhardt的TPU是市场上最柔软的材料之一。
工业聚合物3D打印评论。voxeljet HSS、HP MJF和SLS的广泛比较
HSS、MJF和SLS聚合物3D打印之间有什么区别?在这个广泛的比较中了解聚合物的三种主要AM技术。


HSS材料网 – 概念验证HDPE
我们与弗劳恩霍夫IPA一起,作为HSS Materil Netoworks的一部分,对聚合物HDPE进行了增材制造鉴定。

聚合物烧结在定制机械工程中的应用
产品开发的原型有时很难得到。通过高速聚合物烧结,可以更快地实现原型,而且经济可行。

3D打印打造完美运动鞋
展示了如何利用快速烧结粘接剂喷射来开发完美的3D打印鞋。

鞋类增材制造4.0
粉末型3D打印如何彻底改变明天的运行。