















工业聚合物3D打印评论。voxeljet HSS、HP MJF和SLS的广泛比较
聚合物3D打印市场正在迅速增长,有报告称,整个2021年聚合物粉末消费增长了43.3%,超过了感光树脂,成为使用最多的3D打印材料。因此,工业3D打印机原始设备制造商之间的竞争比以往任何时候都要激烈,高速烧结(HSS)、多重喷射融合(MJF)和选择性激光烧结(SLS)等技术让制造企业有了充足的选择。
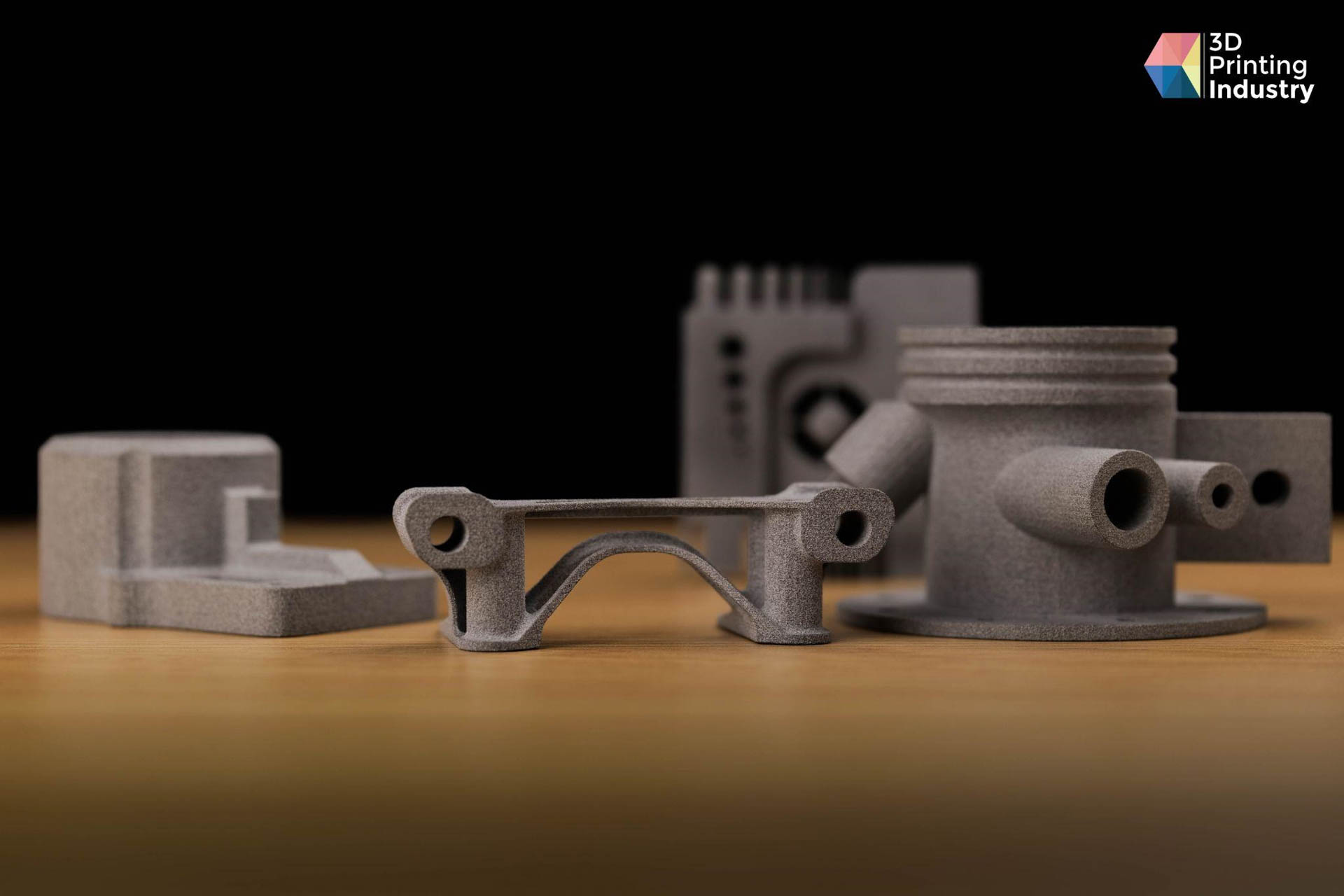
由于所有工艺都具有类似的特性和表面处理,这些聚合物印刷技术被视为竞争对手的情况并不少见。在这篇特别版评论中,我们将介绍这三种技术的来龙去脉,看看它们之间有什么不同。
喷墨之争:高速钢与MJF之争
那么HSS是如何工作的呢?它首先将一层薄薄的聚合物粉末涂在一个加热的构建平台上。然后喷墨打印头在平台上移动,将红外反应墨水喷射到粉末床的选定区域。一旦暴露在红外光下,注入墨水的粉末就会吸收热量,烧结并融合成一个固体层,留下未打印的区域作为散粉。然后,构建平台被降低,新的粉末层被沉积,这个过程逐层重复,直到3D零件被打印出来。
MJF在许多方面与HSS相似。与高速钢工艺非常相似,MJF涉及将一种吸收辐射的液体(又称融合剂)喷射到聚合物粉末床的某些区域。其他区域的边界,即不被打印的区域,用一种称为细化剂的辅助液体进行冷却。一旦喷射完成,就用一个红外灯来辐射整个构建区域,使沾有结合剂的部分融合。用细化剂喷射的边界则保持不融合。
除了voxeljet的VX1000打印机的巨大尺寸外,这两种技术的主要区别在于使用的液体数量。HSS不需要第二种冷却剂,因为voxeljet的3D打印机可以独立控制绑定和未绑定的粉末材料的温度。他们通过使用两个不同波长的红外发射器来做到这一点,这意味着不需要细化剂来实现精确的边缘定义。
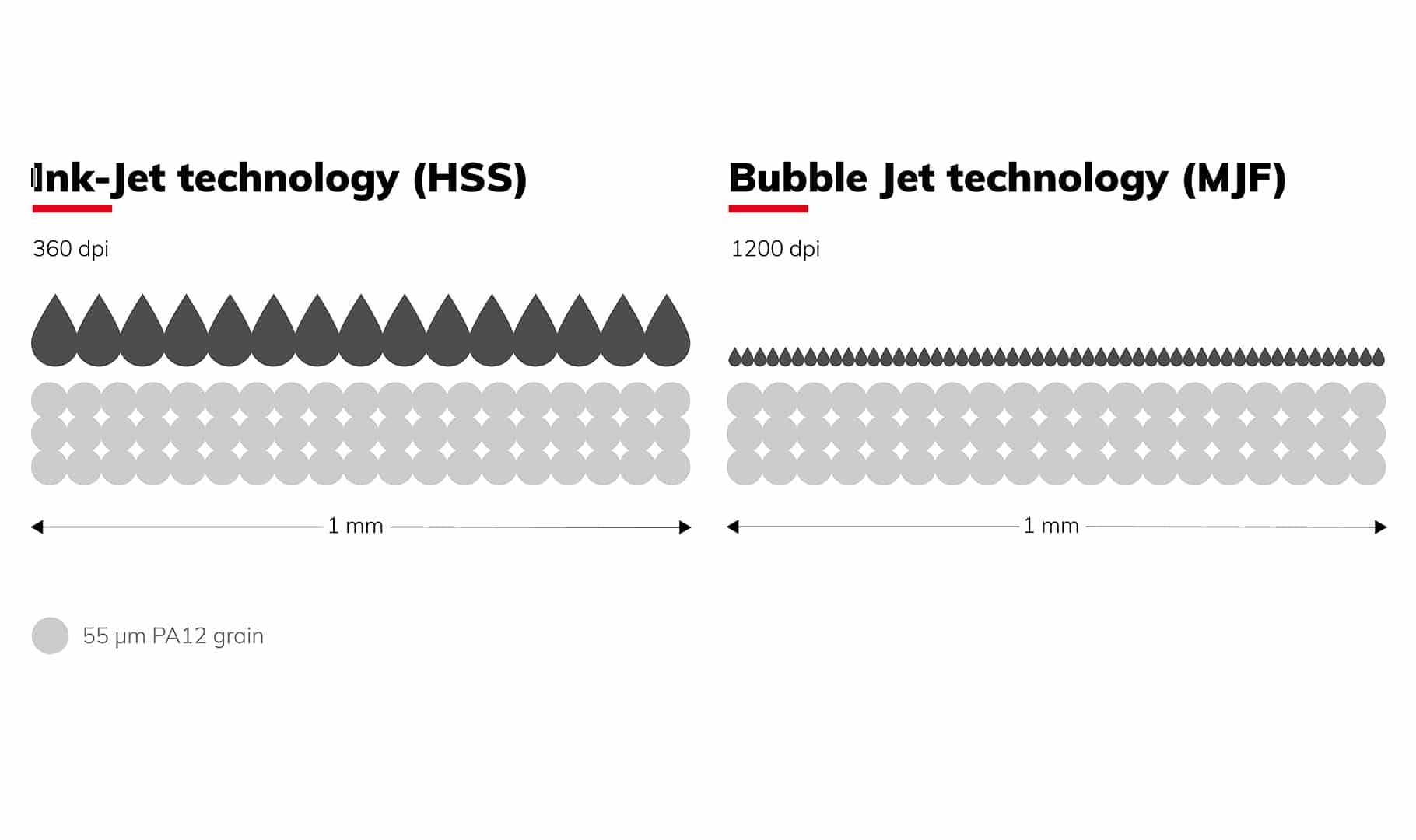
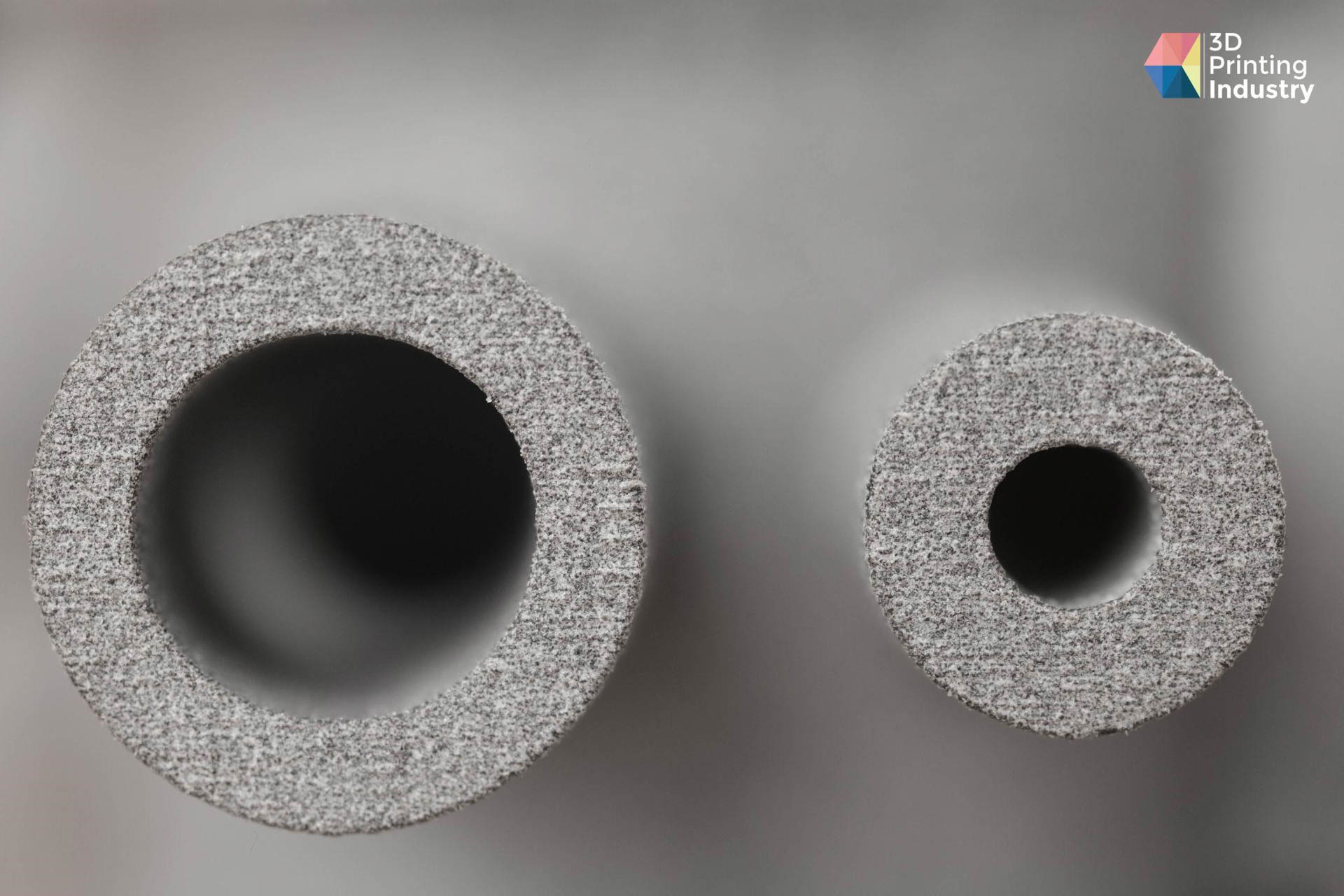
由于其细化剂,MJF拥有1200dpi的分辨率,而HSS只有360dpi。但决定零件分辨率的关键因素仍然是粉末的颗粒大小,所以在这种情况下,更高的喷头分辨率并不一定意味着更精确的零件。事实上,由于HSS的液滴比单个聚合物晶粒(通常约55微米宽)略大,它们能够完全覆盖晶粒之间的交叉点,这对于烧结的发生至关重要。
相比之下,MJF 3D打印机能够加工PA12、PA11和PP。这两种技术都允许对未打印的粉末材料进行回收和再加工。

HSS
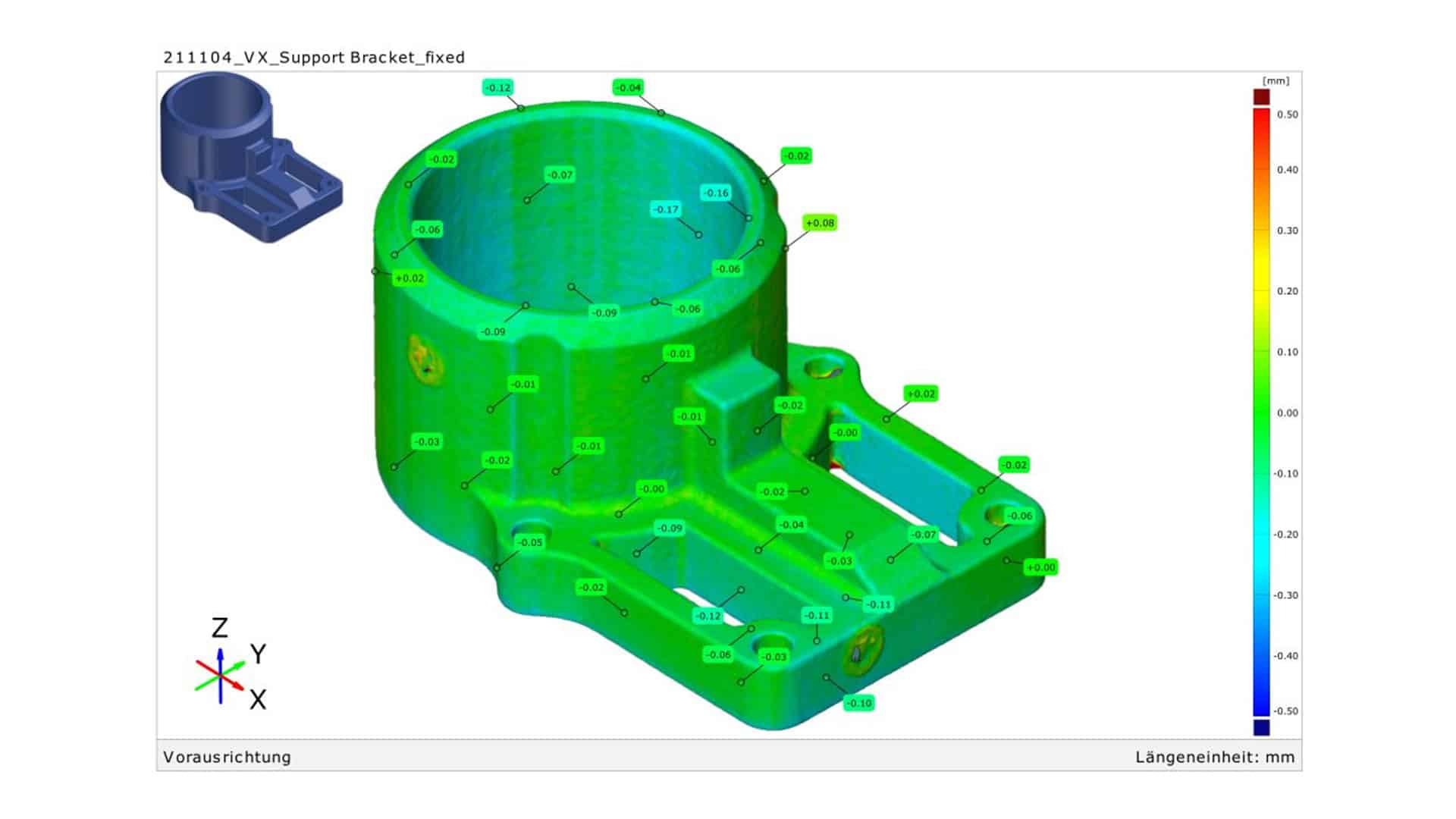
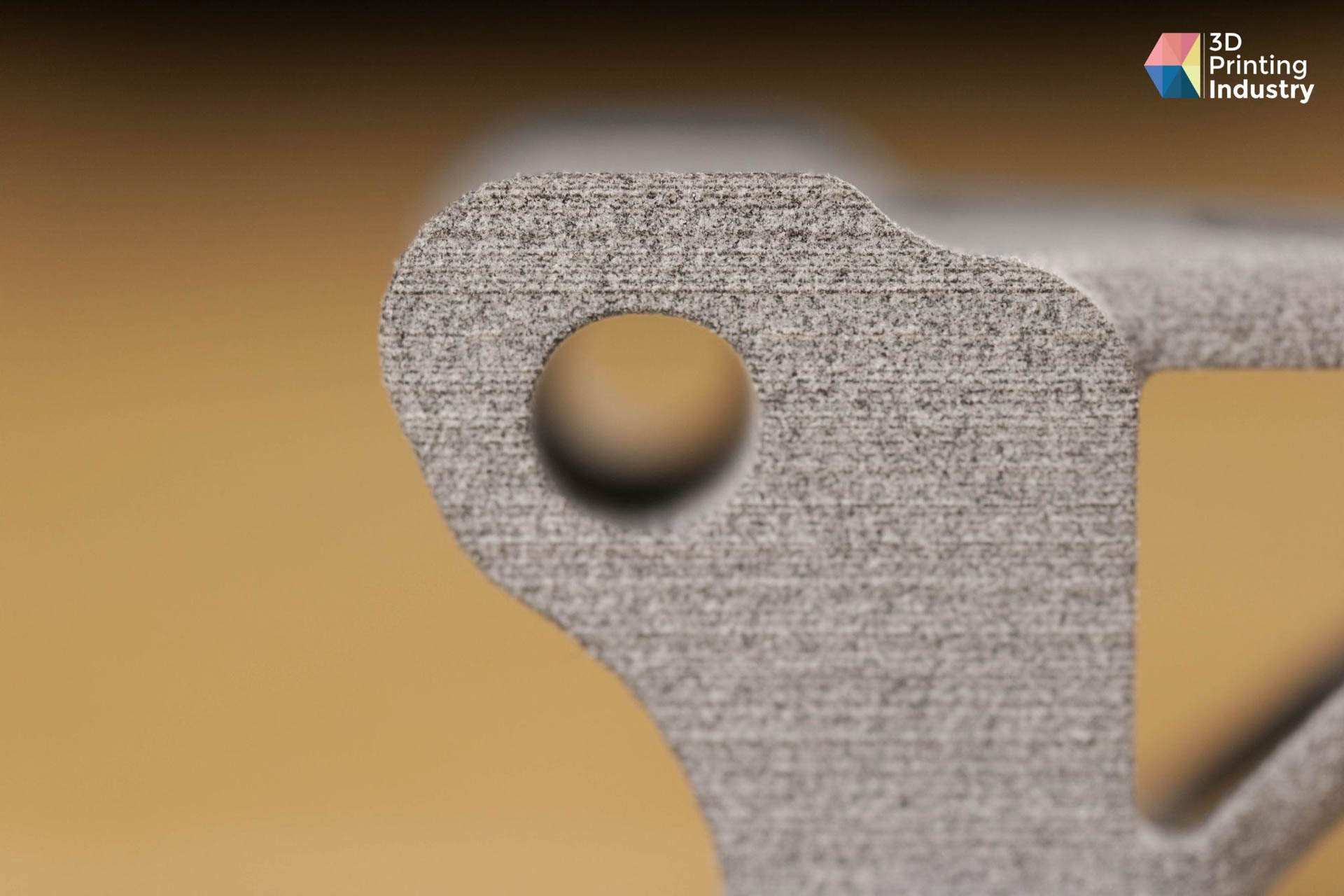
通过高速钢3D打印的支撑架的点云分析
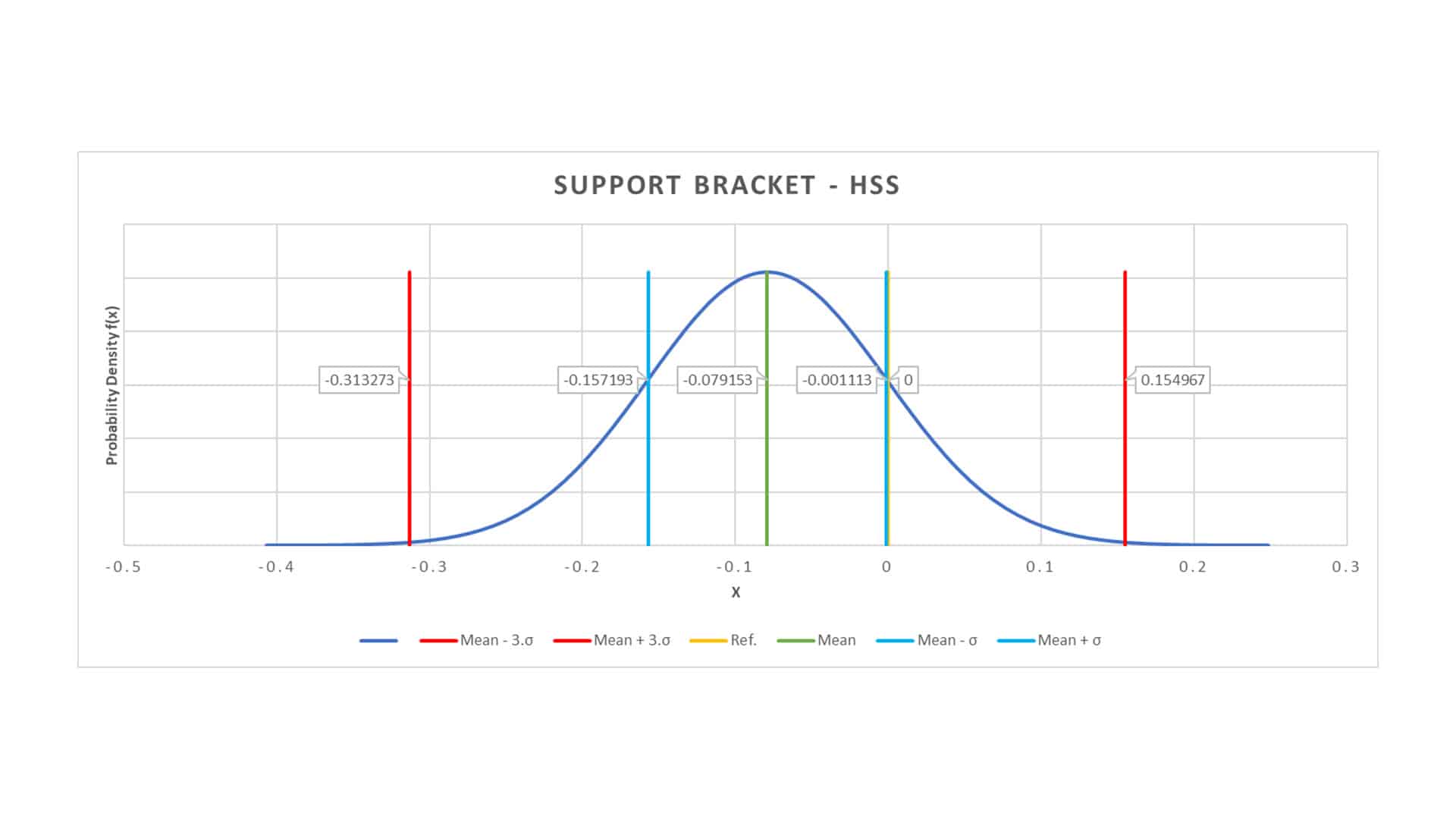
高速钢支撑架尺寸精度的贝尔曲线描述
直方图说明了高速钢支撑架的尺寸精度
MJF
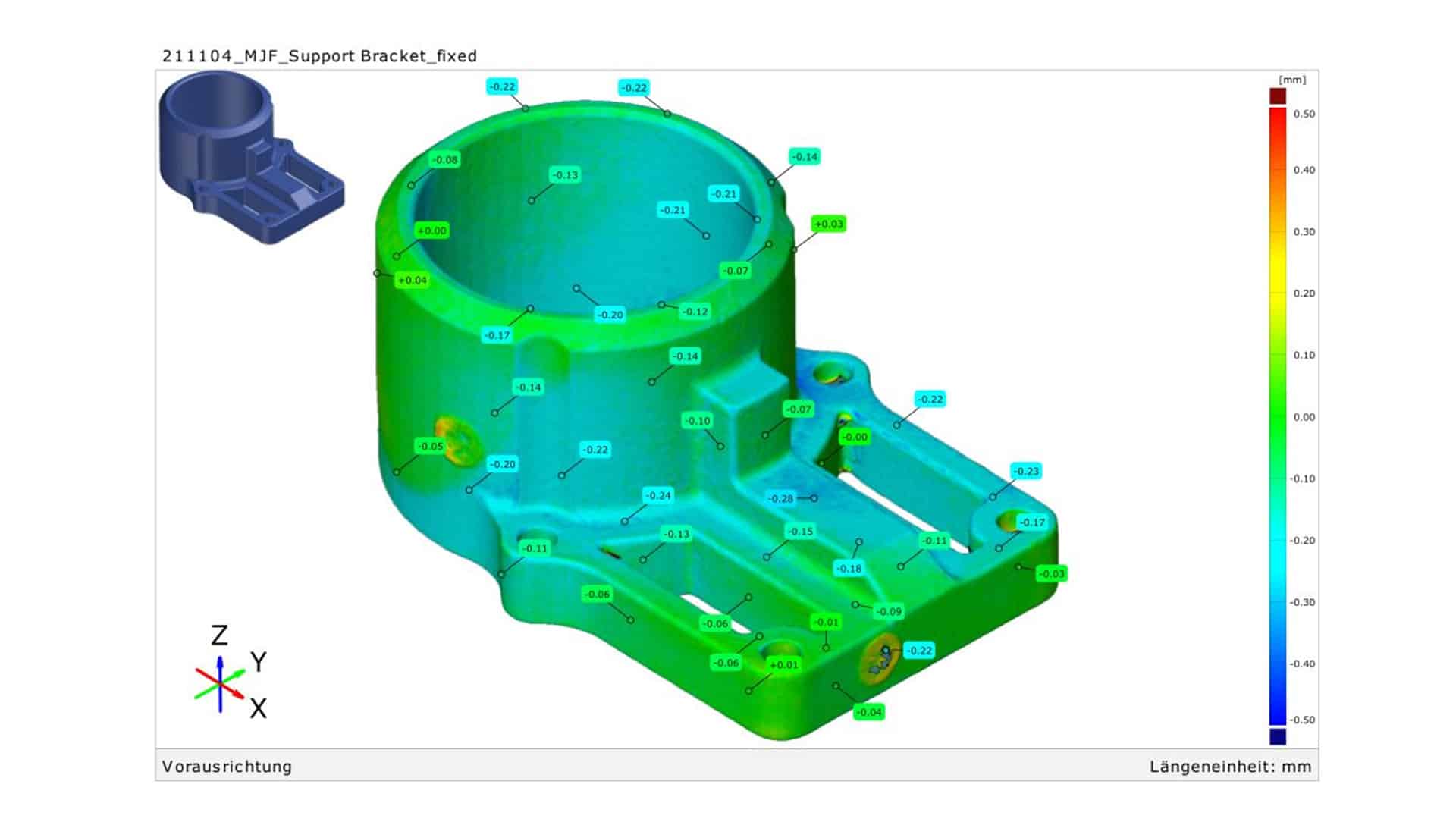
通过MJF 3D打印的支撑架的点云分析
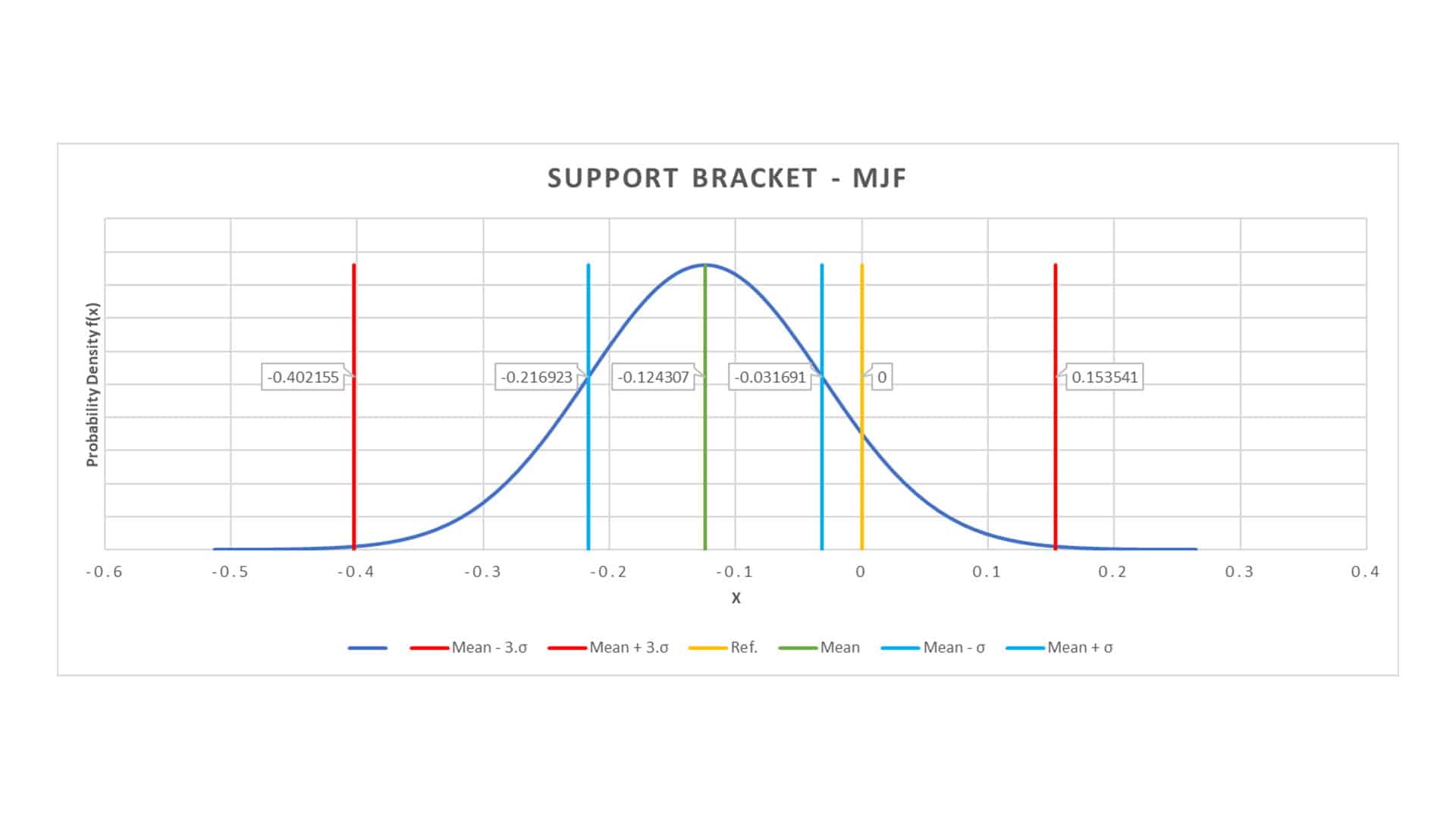
说明MJF支撑架尺寸精度的贝尔曲线
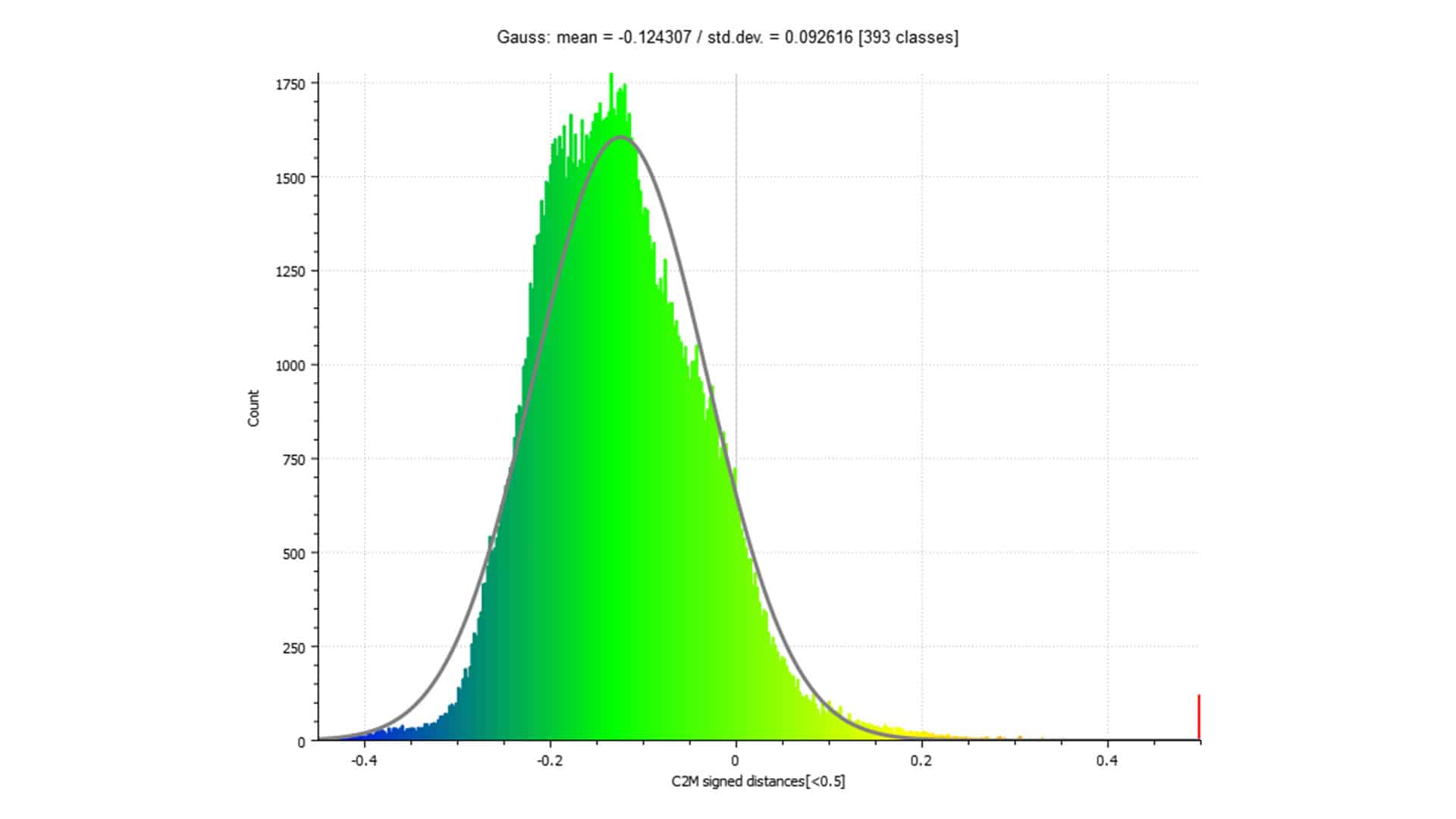
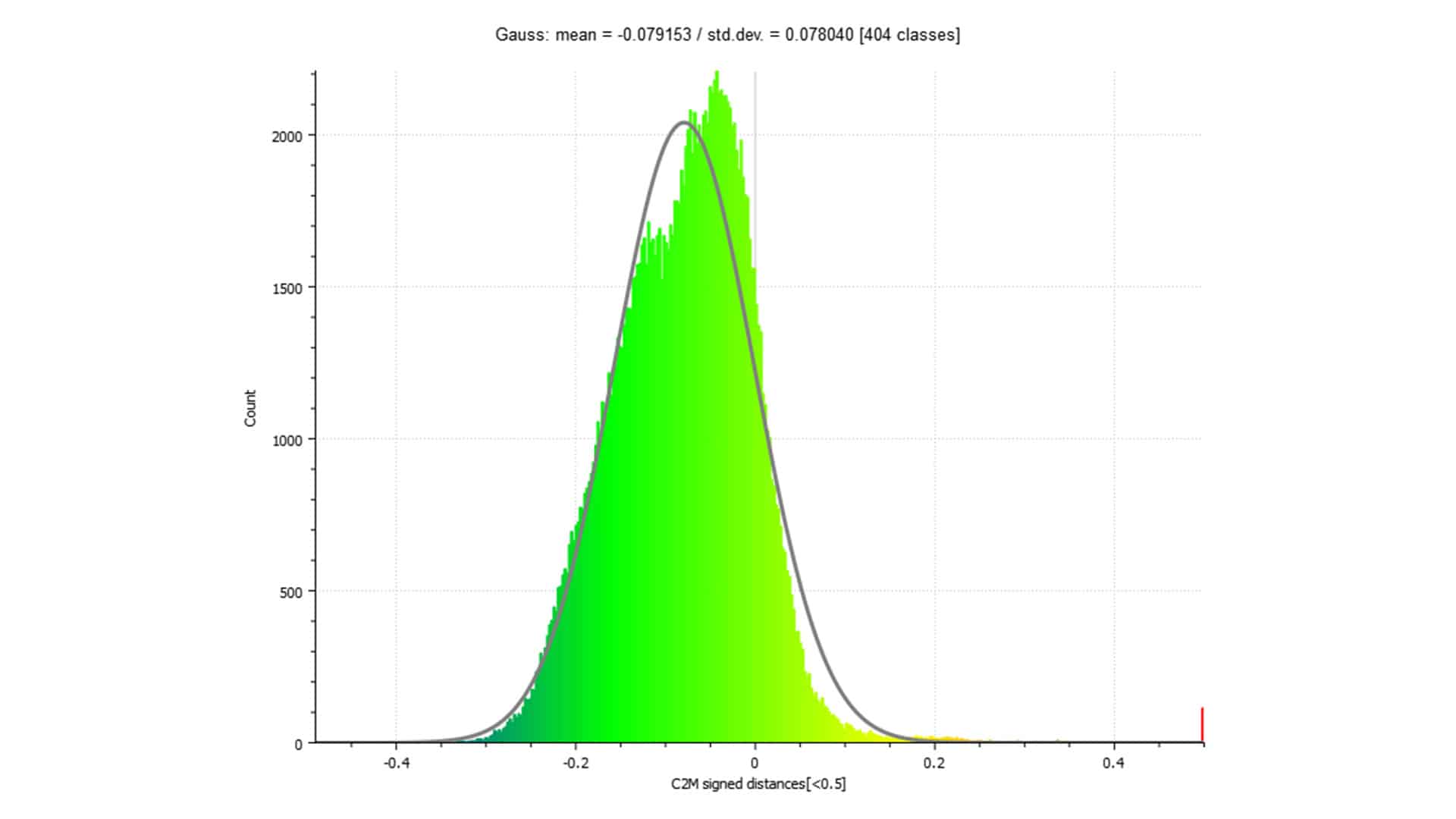
直方图说明了MJF支撑架的尺寸精度。
SLS
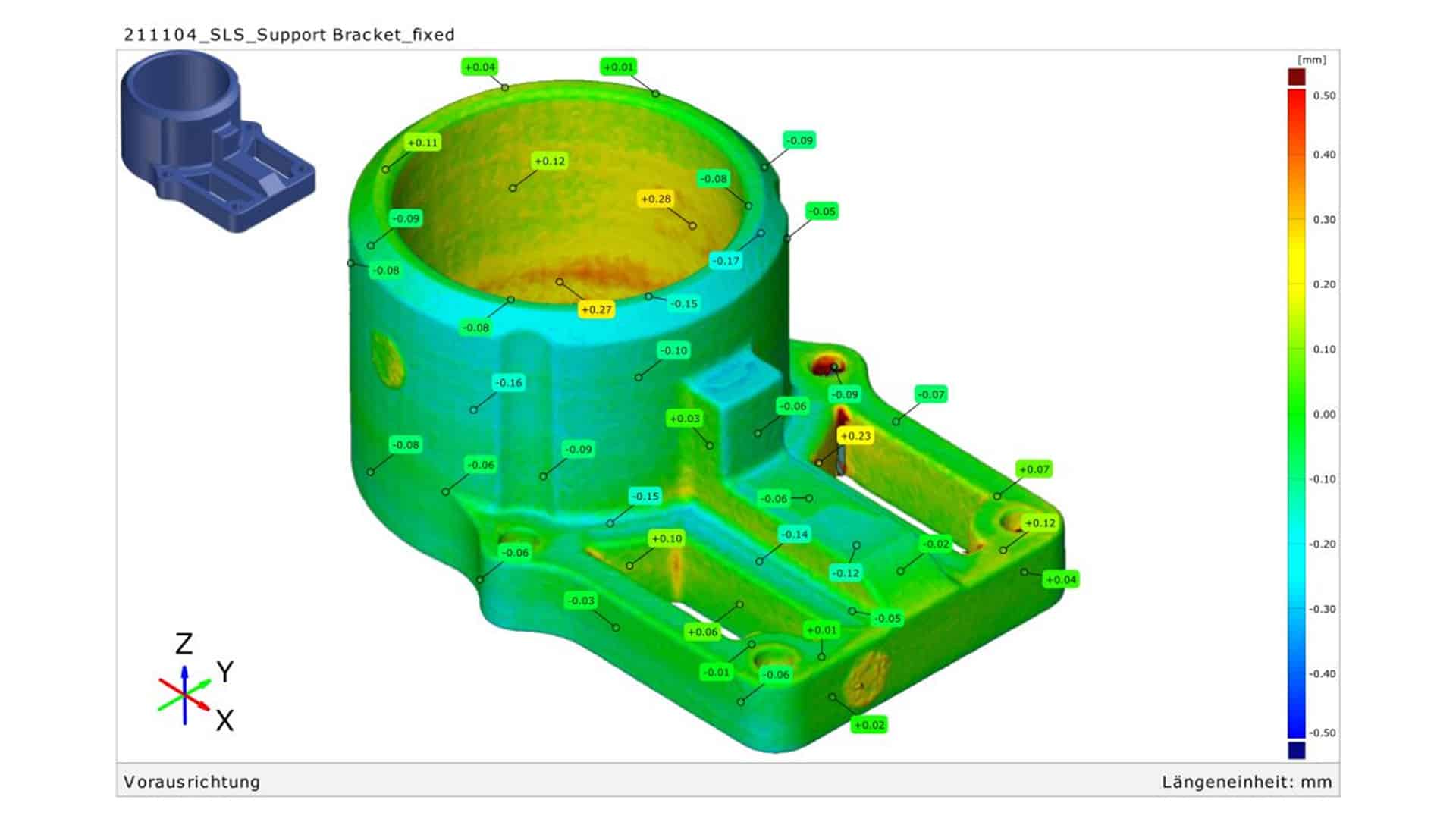
通过SLS 3D打印的支撑架的点云分析
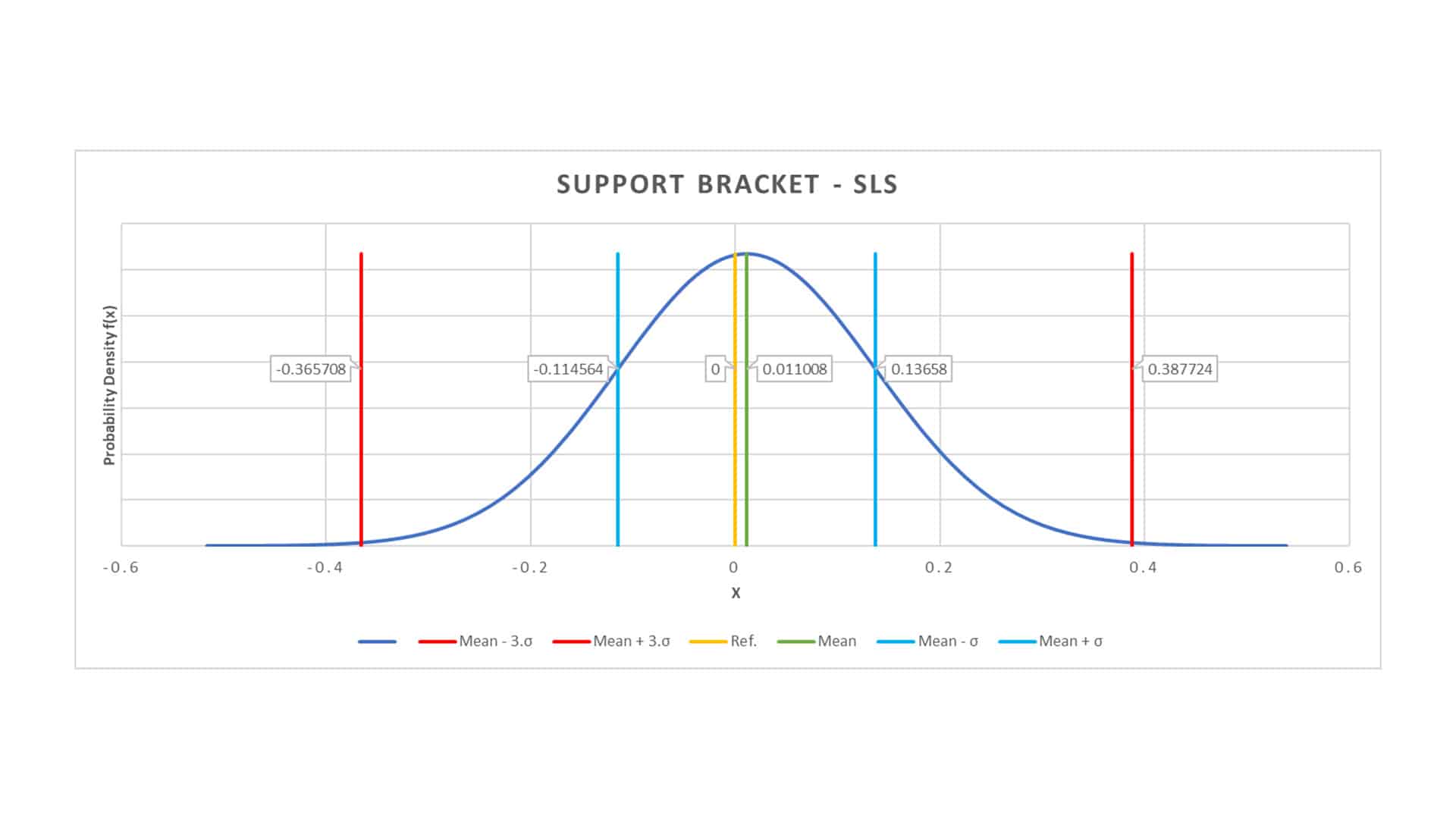
说明SLS支撑架尺寸精度的贝尔曲线。
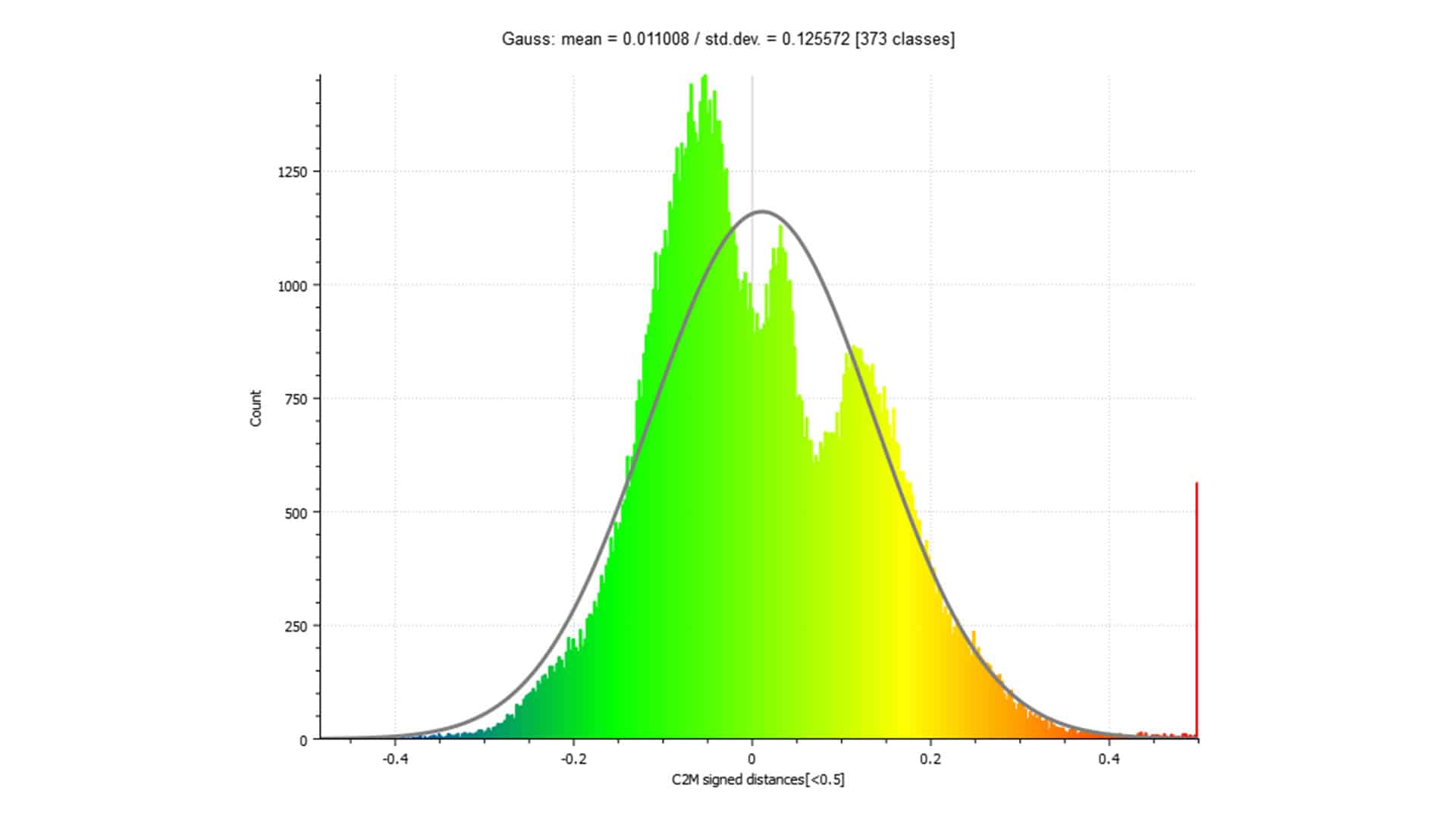
直方图说明了SLS支撑架的尺寸精度。
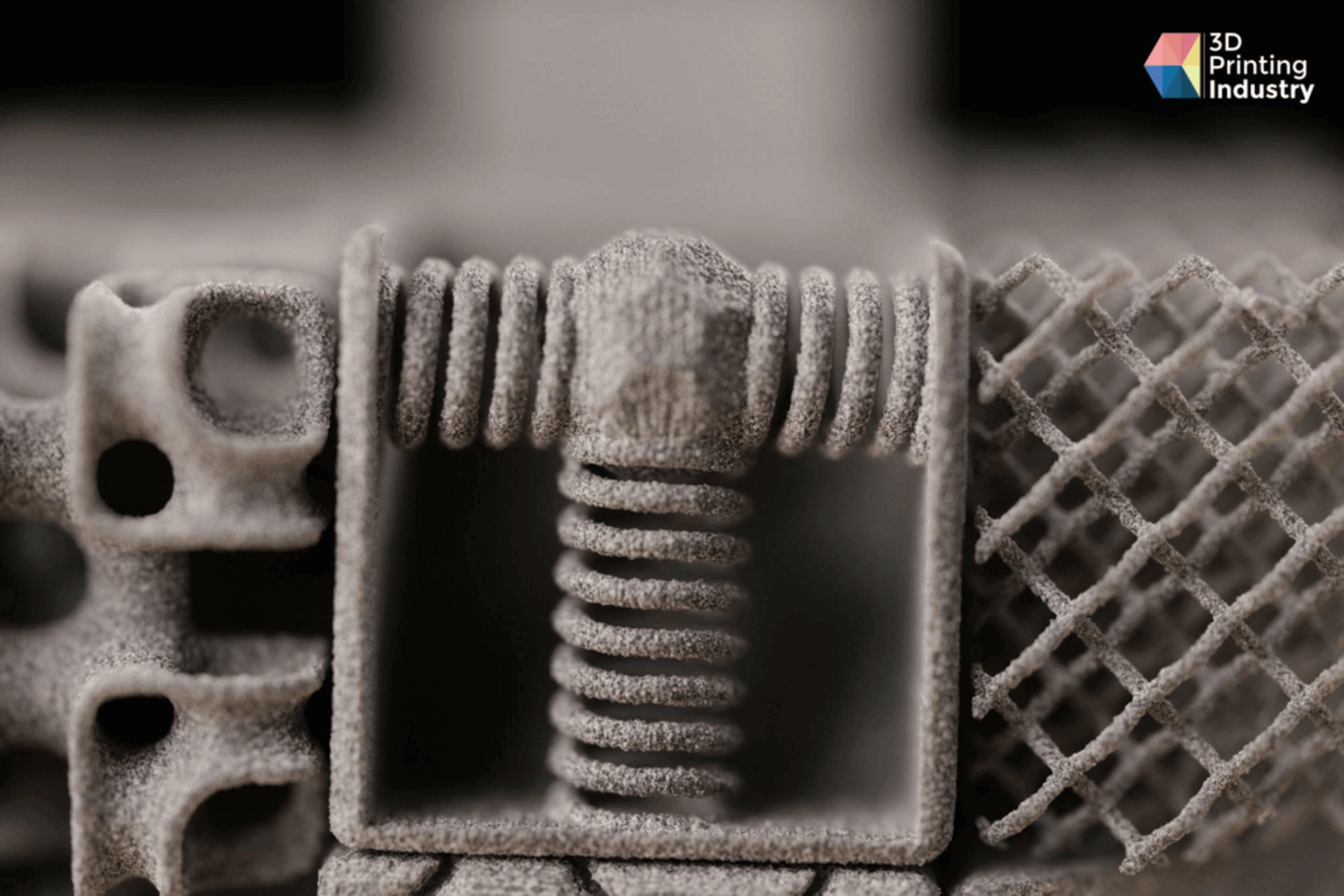
当组装高速钢刑具方块的时候,前六个面根本不需要太多力量就能卡住。角落部分需要滑动而不是夹住,由于摩擦力的作用,要把角落卡住就比较困难,其中一些角落需要使用螺丝刀。
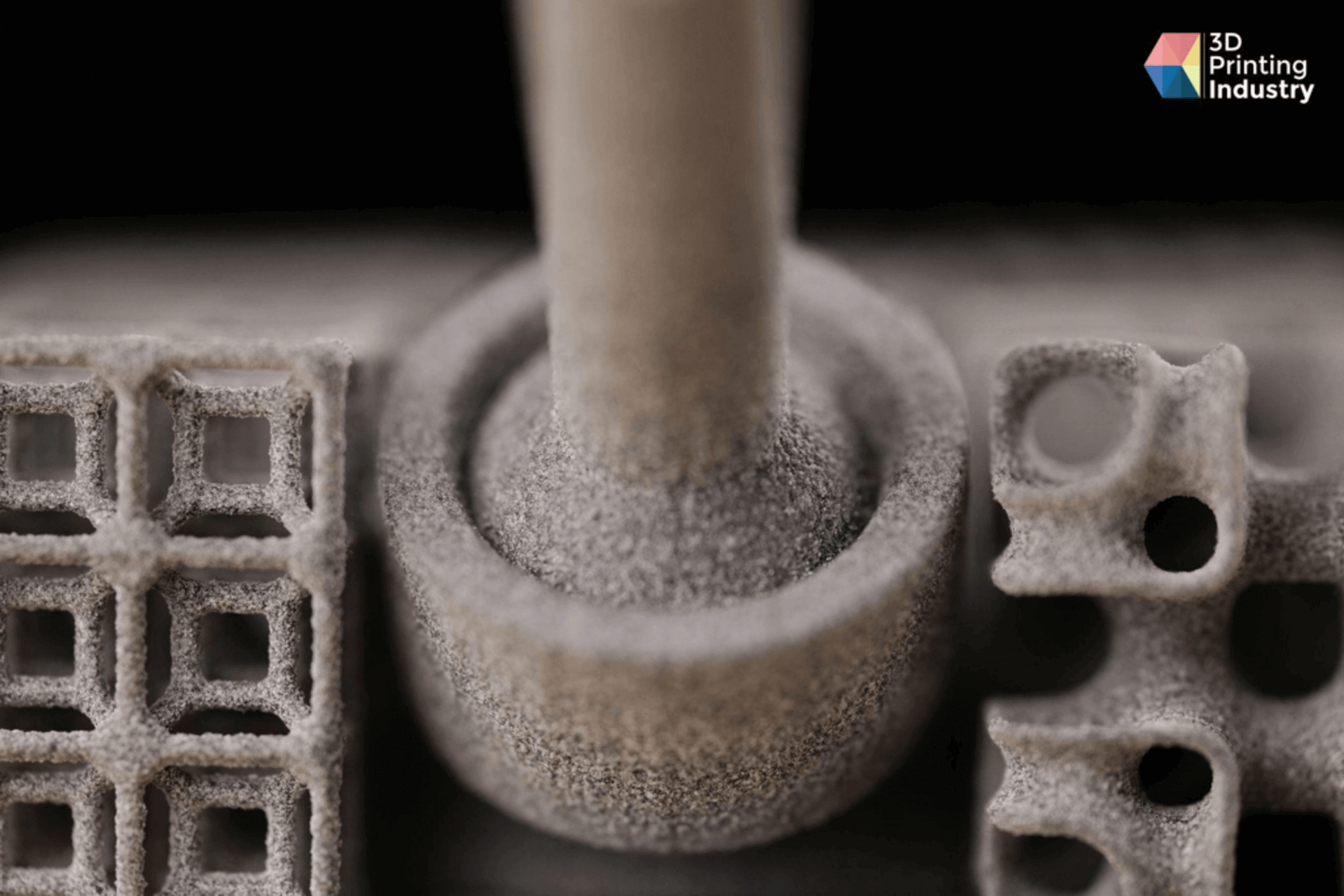
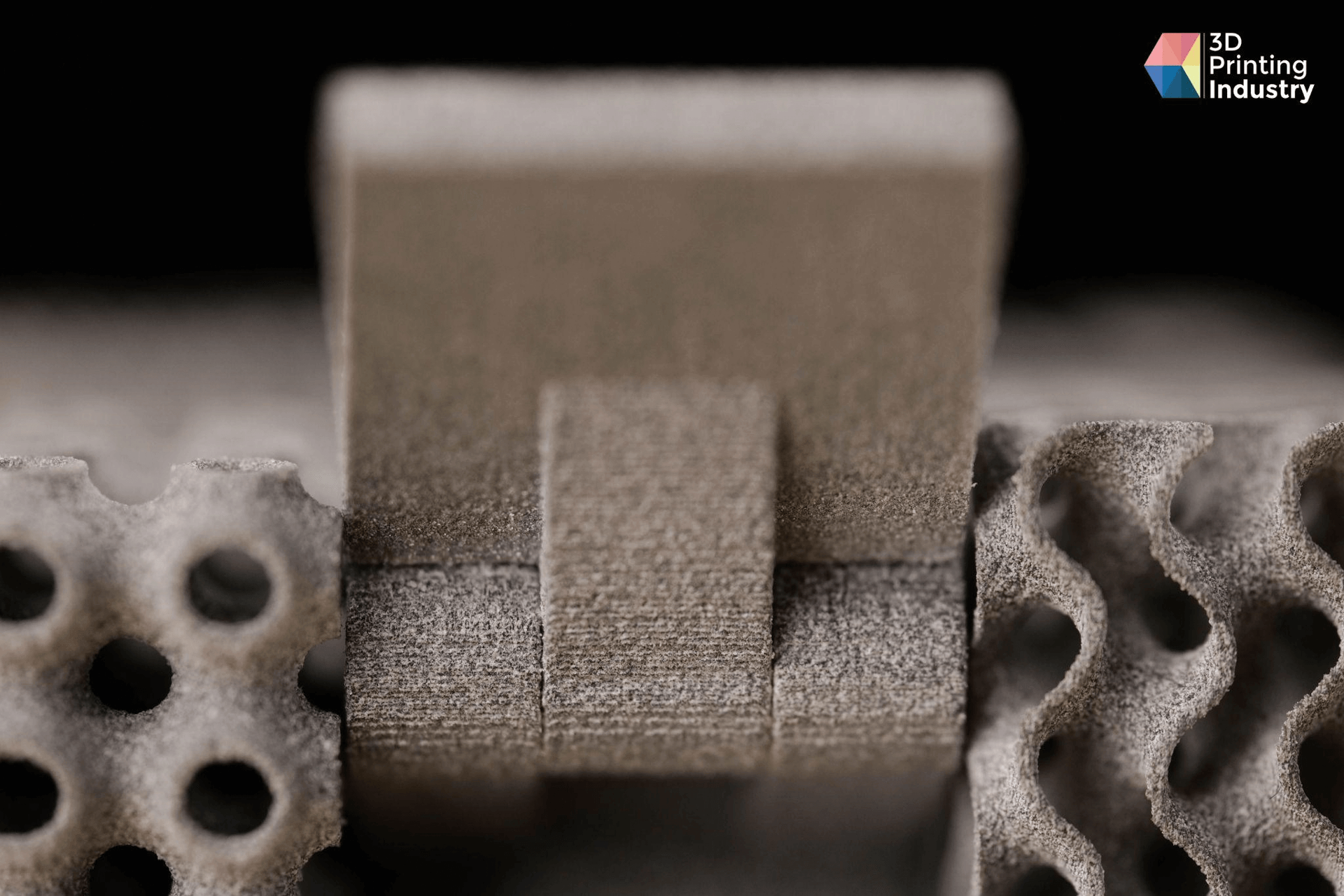
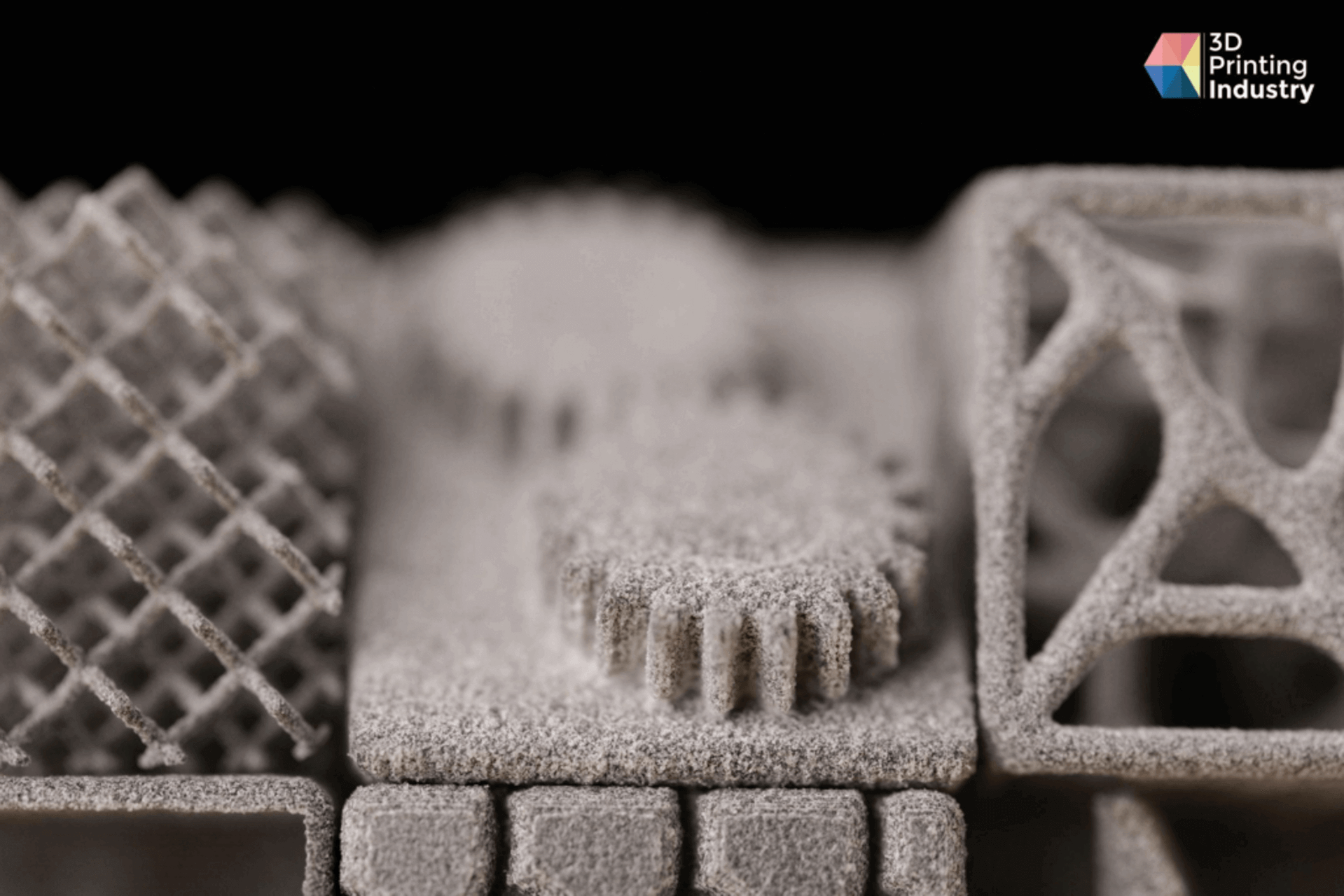
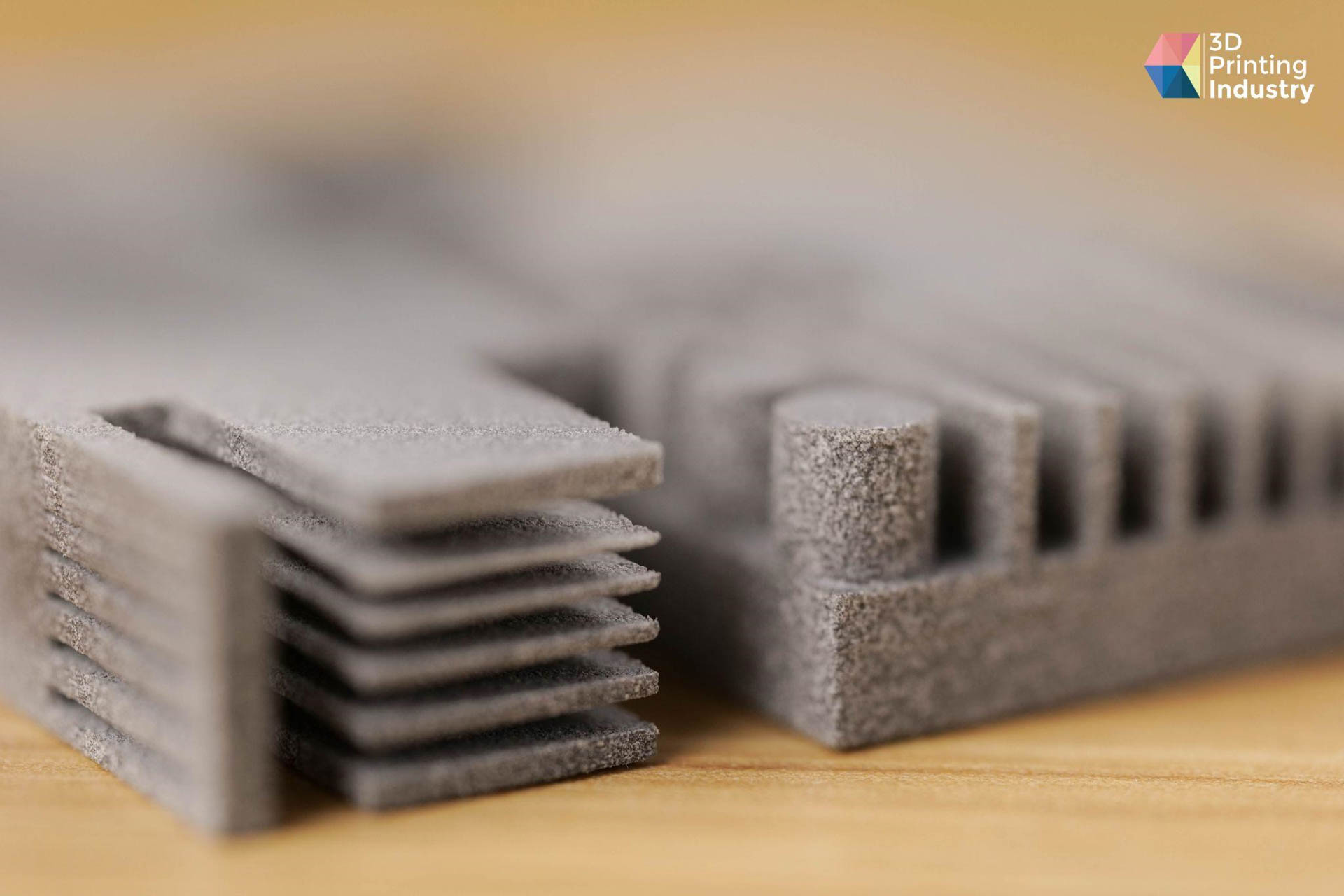
仔细观察一些更复杂的立方体元素,我们注意到高速钢部件的残余粉末是最干净的。事实上,我们在晶格几何形状的空腔中找不到任何松散的粉末,所以没有必要进行额外的后处理。
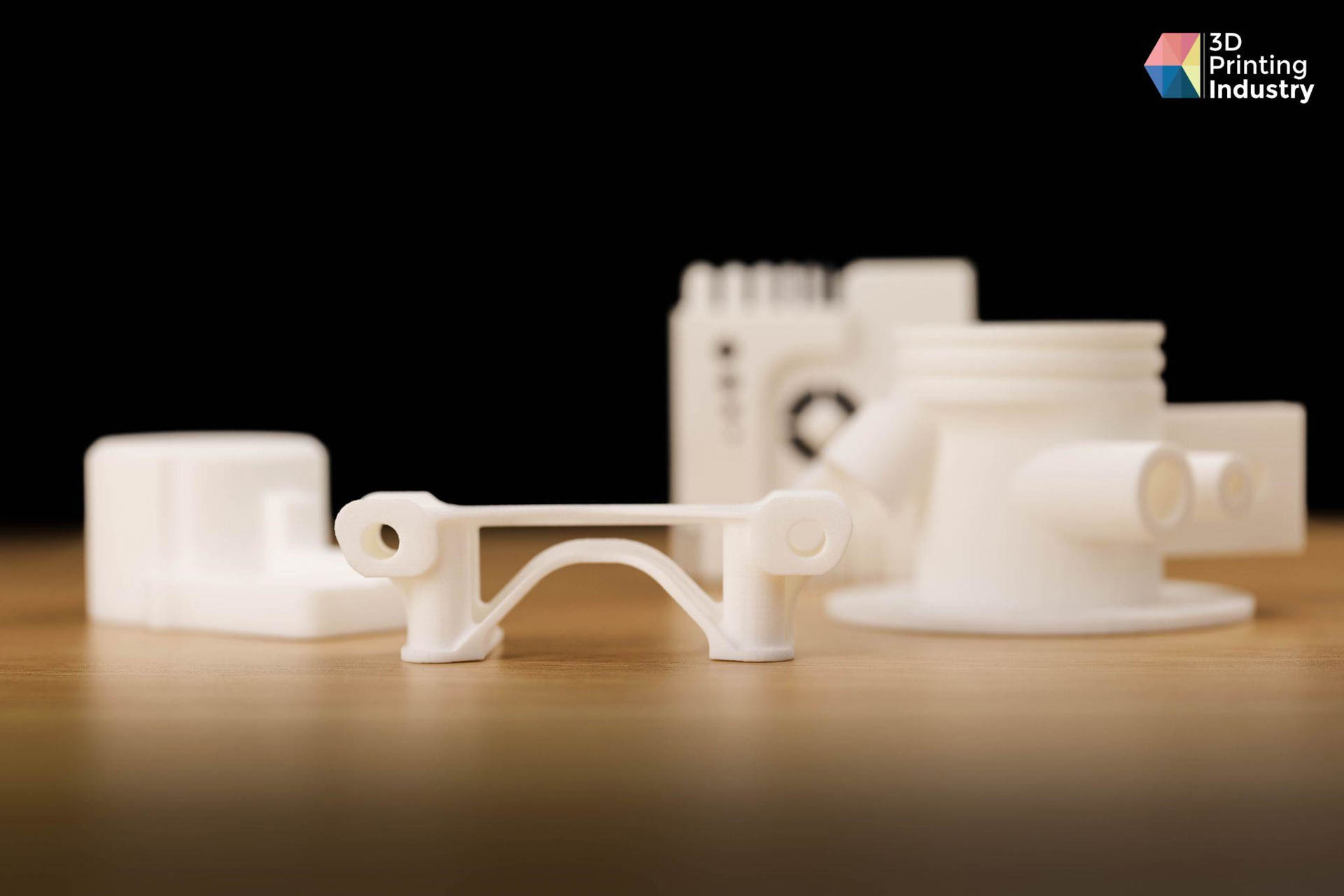
工业零件印刷测试 - HSS
工业零件印刷测试 - HSS
工业零件印刷测试 - HSS
工业零件印刷测试 - HSS
工业零件印刷测试 - HSS
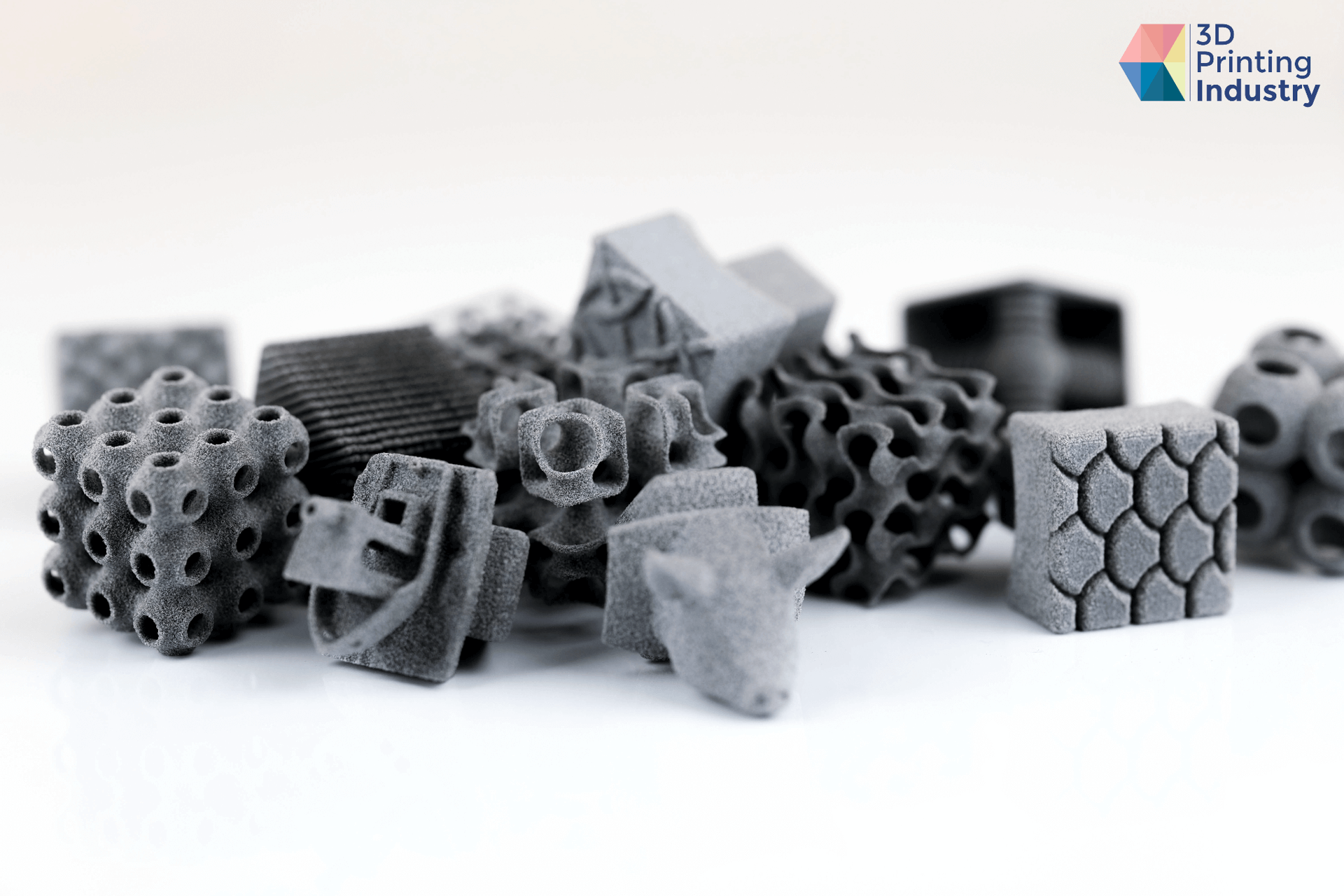
由于晶格结构中存在少量残留的尼龙粉末,我们不得不对SLS构建进行一些小的额外的后期处理。这包括在组装前吹出空腔和手动摇出立方体元素。

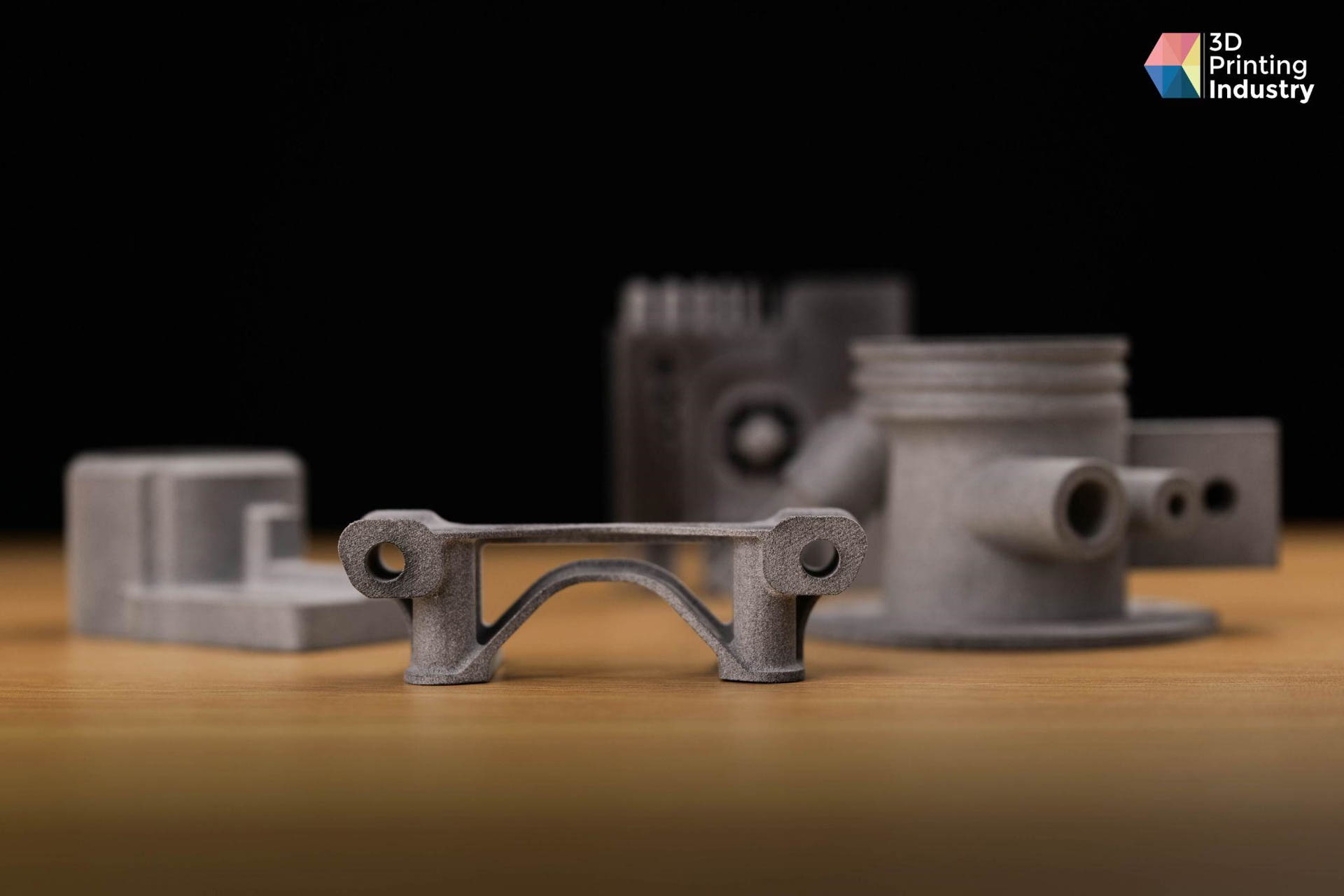
SLS折磨人的立方体
SLS折磨人的立方体
SLS折磨人的立方体
SLS折磨人的立方体
SLS折磨人的立方体
与SLS立方体一样,我们在各个元素中发现了小量的残留粉末。同样,我们不得不在组装MJF之前进行一些额外的去粉,特别是通过吹出空腔和手动摇出立方体。
MJF酷刑方块
MJF酷刑方块
MJF酷刑方块
MJF酷刑方块

MJF酷刑方块
HSS


SLS





MJF


更多案例研究

HSS材料网 – TPU朗哈特的概念验证
HSS材料网发布了一个新的概念证明。来自制造商Launhardt的TPU是市场上最柔软的材料之一。


HSS材料网 – 概念验证HDPE
我们与弗劳恩霍夫IPA一起,作为HSS Materil Netoworks的一部分,对聚合物HDPE进行了增材制造鉴定。

惠普Multi Jet Fusion和voxeljet高速烧结的比较
MJF和HSS 3D打印工艺的比较:有哪些区别和对用户的好处?

聚合物烧结在定制机械工程中的应用
产品开发的原型有时很难得到。通过高速聚合物烧结,可以更快地实现原型,而且经济可行。

3D打印打造完美运动鞋
展示了如何利用快速烧结粘接剂喷射来开发完美的3D打印鞋。

鞋类增材制造4.0
粉末型3D打印如何彻底改变明天的运行。