















有了涡轮增压器,从从3D打印机到900马力
车辆技术制造商Lütgemeier利用voxeljet的VX1000 3D打印系统提高了灵活性和生产力,为汽车改装商Brabus供货。
为了能够更快、更有成本效益地生产金属铸造的砂型,车辆技术制造商Lütgemeier GmbH依靠voxeljet的VX1000打印系统。该3D打印系统不仅加快了特殊部件的生产,这些部件被用于德国著名制造商的赛车等。它还为设计师提供了全新的生产范围。因为voxeljet的工业3D打印机在生产复杂部件时可以节省高达60%的时间。
现代赛车或性能增强的豪华车在公路上的功率高达900马力,从0到100公里/小时的加速时间不到4秒。但他们之所以能做到这一点,是因为在引擎盖下有一组特殊的部件在工作–包括特别适应的压缩机外壳、变速箱、涡轮增压器、油泵和节气门盖。
3D打印系统无需特殊工具即可生产模具
VX1000实现了砂型铸造模具的自动化生产。用户将CAD文件,即砂型铸造模具的数字结构图,加载到3D打印系统中。然后,所谓的重涂机在1,000 x 600 x 500毫米的建筑平台上铺上300微米厚的石英砂层。然后,打印头将酚醛树脂粘合剂涂抹在要制作的模具上。一个移动的红外灯在施工区域内移动,以加速粘合剂的硬化。接下来,构建平台降低一层厚度,这个过程再次开始–直到模具完成。
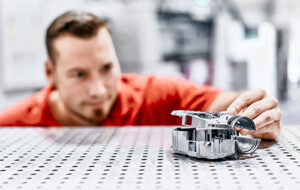
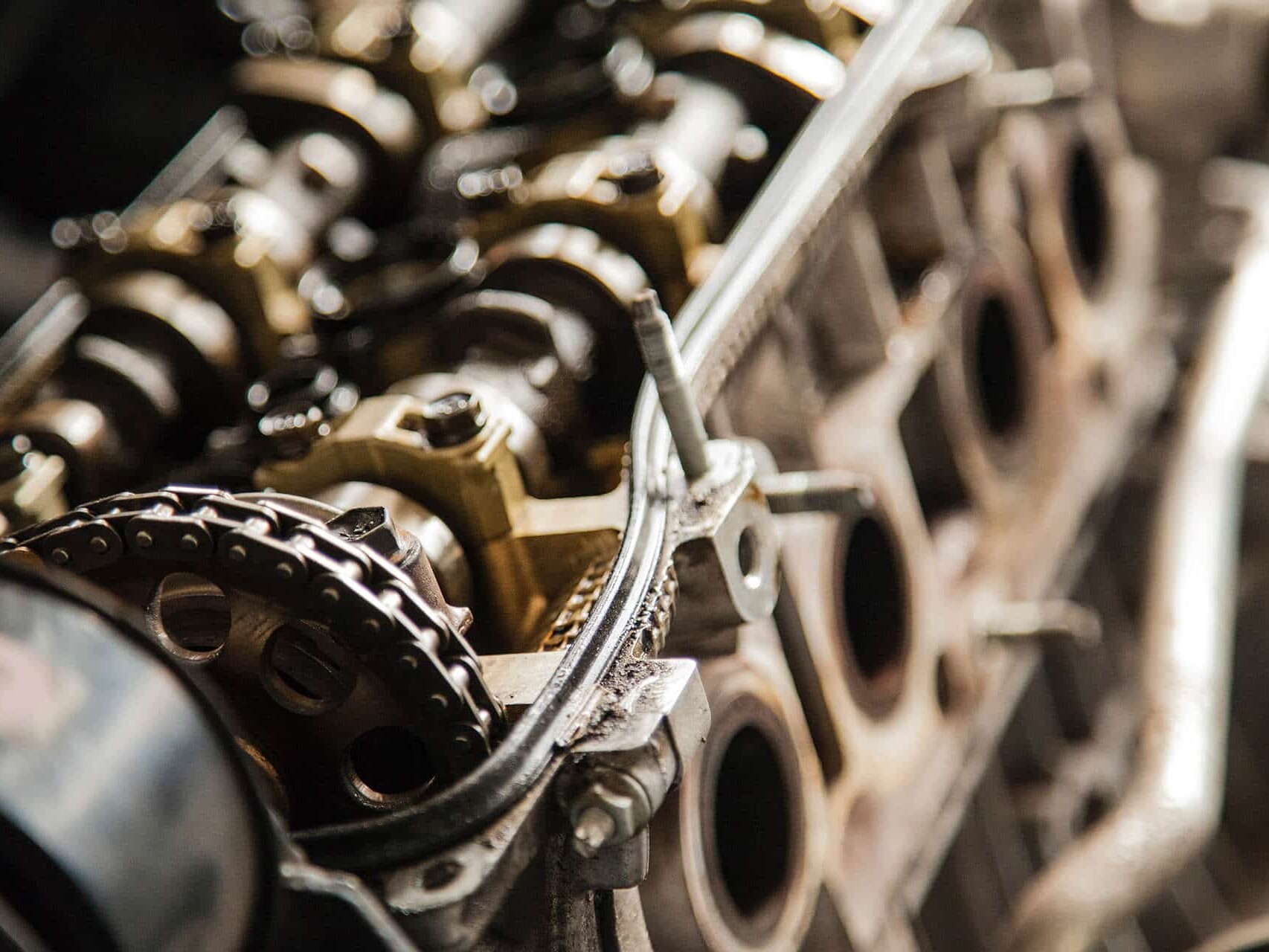
这个过程优化的效率通过一个实际的例子来说明。位于博特罗普的BRABUS公司40多年来一直专注于梅赛德斯-奔驰汽车的改进工作。其中,BRABUS在梅赛德斯-AMG G 65的基础上创造了BRABUS G900。安装在它身上的V12双涡轮增压发动机可提供令人难以置信的900马力,使G型车在3.9秒内加速到100公里/小时。这就是越野车的跑车水平。这是由引擎的性能优化实现的。来自Lütgemeier的特殊涡轮增压器与扩大的压缩机外壳为这一巨大的动力增长做出了贡献。

Brabus G900压缩机外壳



在BRABUS,这一优势得到了很好的体现:”提高发动机的性能是非常耗费时间和成本的。其目的是优化发动机,使其在有限的发动机舱内发挥最大性能。这就是3D打印的完美之处。BRABUS的技术和开发总监Jörn Gander说:”逐层结构使我们能够设计出用传统方法无法生产的几何形状和部件。
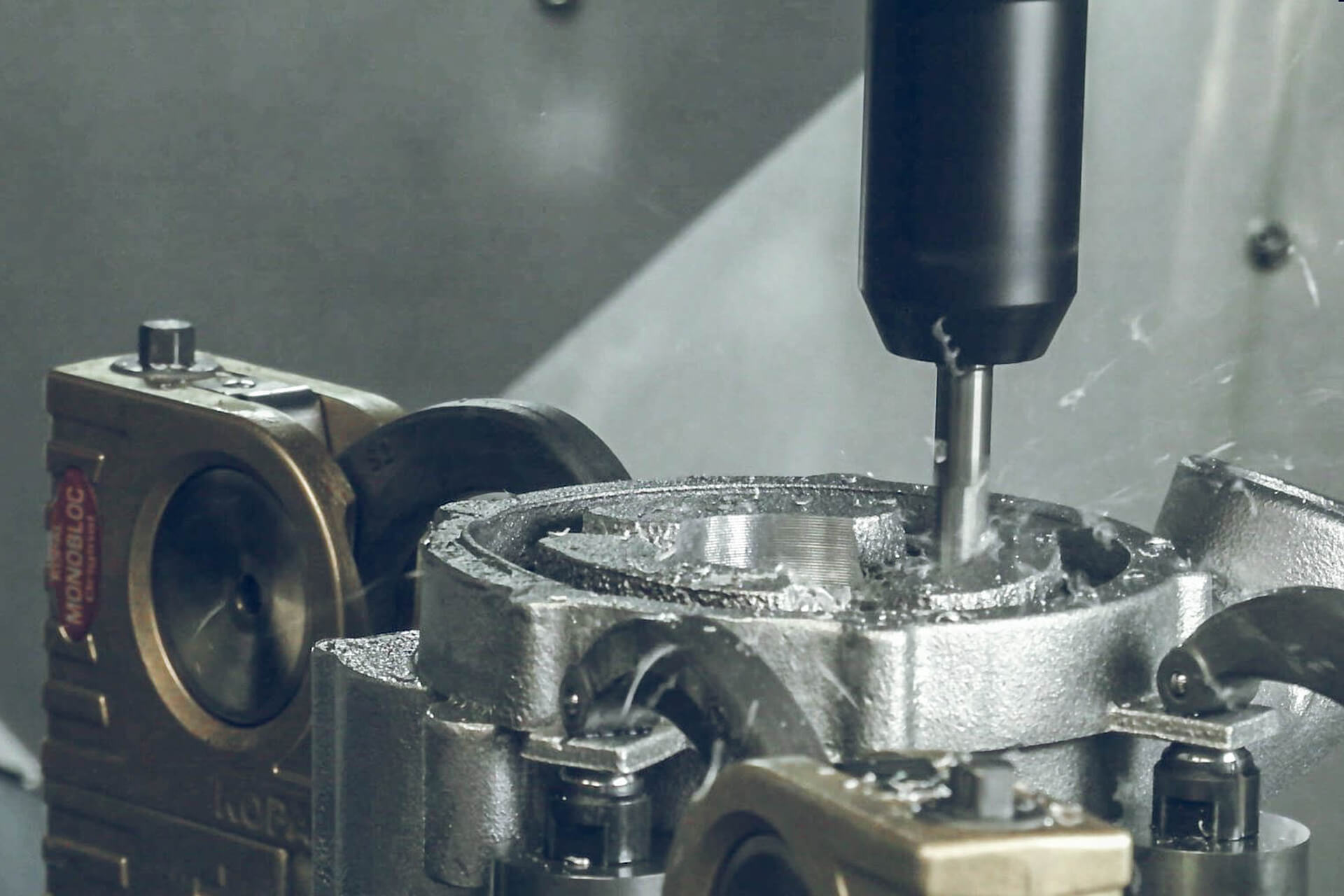
重做压缩机外壳
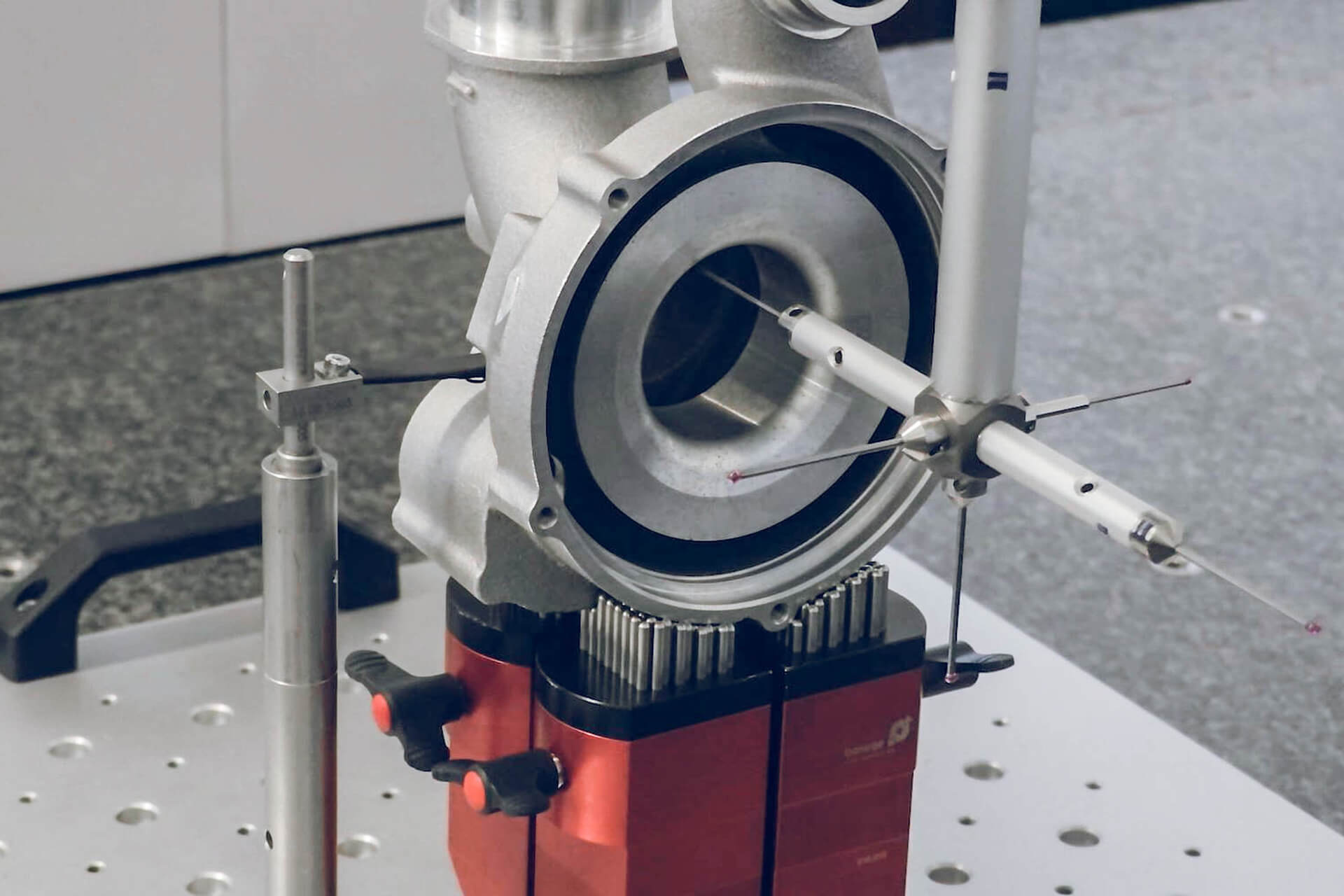
质量保证中的压缩机外壳。
更多案例研究



随着3D打印到优化的电动马达
Aiona Cast公司已经申请了一项专利,可用于大幅优化电动机。该公司用3D打印技术生产了一个原型。

3D打印的铸件。优化的外壳让电动摩托车电池寿命更长
通过使用3D打印等创新技术,该原型很快就可以投入批量生产。

3D打印机的电机外壳
voxeljet 3D打印工艺 用于电动车铸件生产的粘结剂喷射技术。